





HPT extra-short twist drill bit DIN 1897
Twist drill HSCo-PM DIN 1897 3xD type Forte TiAlN
DRL-SPRL-MET-DIN1897-TIALN-HPT-D3,6MM
Art.-no. 5443810009
EAN 4062856116812













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 900 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standard / drilling depth | DIN 1897 / 3xD |
Design | Extra short |
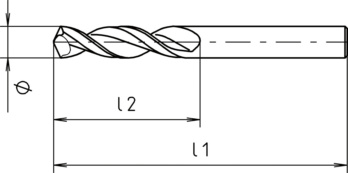
Diameter (Ø) | 3.6 mm |
Length (l1) | 55 mm |
Chip flute length (l2) | 22 mm |
Shank diameter | 3.6 mm |
Shank style | Cylindrical |
Surface | TiAlN |
Cutting material | HSCo-PM |
Angle of the tip | 130 Degree |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for HSS drill bits | |||||||
| For dia. 2.8 to dia. 12 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| from | to | Dia. 2.8-4.9 | Dia. 5-7.9 | Dia. 8-11.9 | Dia. 12 | ||
| General structural steels | < 500 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 500-850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 | |
| Carbon steels | < 850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 850-1000 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 |
| 700-850 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| 850-1000 N/mm² | 40 | 50 | 0,030 | 0,060 | 0,100 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 50 | 70 | 0,030 | 0,080 | 0,110 | 0,170 |
| Alloyed case-hardening steels | < 1000 N/mm² | 40 | 60 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 40 | 50 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Carbon steels | < 850 N/mm131 | 10 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| 850-1000 N/mm131 | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, sulphurated | < 700 N/mm² | 18 | 28 | 0,020 | 0,050 | 0,090 | 0,130 |
| Stainless steels, austenitic | < 700 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 |
| < 850 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | 12 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| Special alloys | < 1200 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 |
| Cast iron | < 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 180 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Nodular graphite, malleable iron | > 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 260 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Oval escutcheon blind

Case insert for MASTER/M-CUBE power tools

Flat connector MINI MIC SRS 1.5

Rivet nut with flat head and knurled shank

Reusable half face mask accessories P3R 9030 Moldex

Dachflex 3D joint seal

HSS annular cutter

VLB 200 3D door hinge

Neck protector

One-handed clamp from VIKING ARM