





HPT extra-short twist drill bit DIN 1897
Twist drill HSCo-PM DIN 1897 3xD type Forte TiAlN
DRL-SPRL-MET-DIN1897-TIALN-HPT-D8,9MM
Art.-no. 5443810064
EAN 4062856116959













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 900 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standard / drilling depth | DIN 1897 / 3xD |
Design | Extra short |
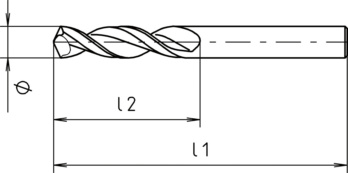
Diameter (Ø) | 8.9 mm |
Length (l1) | 84 mm |
Chip flute length (l2) | 40 mm |
Shank diameter | 8.9 mm |
Shank style | Cylindrical |
Surface | TiAlN |
Cutting material | HSCo-PM |
Angle of the tip | 130 Degree |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for HSS drill bits | |||||||
| For dia. 2.8 to dia. 12 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| from | to | Dia. 2.8-4.9 | Dia. 5-7.9 | Dia. 8-11.9 | Dia. 12 | ||
| General structural steels | < 500 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 500-850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 | |
| Carbon steels | < 850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 850-1000 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 |
| 700-850 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| 850-1000 N/mm² | 40 | 50 | 0,030 | 0,060 | 0,100 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 50 | 70 | 0,030 | 0,080 | 0,110 | 0,170 |
| Alloyed case-hardening steels | < 1000 N/mm² | 40 | 60 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 40 | 50 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Carbon steels | < 850 N/mm131 | 10 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| 850-1000 N/mm131 | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, sulphurated | < 700 N/mm² | 18 | 28 | 0,020 | 0,050 | 0,090 | 0,130 |
| Stainless steels, austenitic | < 700 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 |
| < 850 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | 12 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| Special alloys | < 1200 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 |
| Cast iron | < 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 180 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Nodular graphite, malleable iron | > 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 260 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Hexagonal bolt ASME B18.2.1, plain GR8 steel

Hexagonal bolt, fully threaded, SB fittings, DIN EN 15048-1 Steel 8.8U, hot-dip galvanised

High-visibility jacket Planam Uni jacket

Hammer drill bit Max Quadro-L Vario

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

Work dungarees Kübler Protectiq 3390 8428

System assortment 2.4.1, power socket wrench, hex 1/2 inch

Cylindrical pin with female thread, unhardened DIN 7979, shape C, unhardened

Pan head tapping screw, shape C with flange

WÜPLAST® pan head screw with flange and hexagon socket WN 1451, steel 10.9, zinc-nickel-plated, transparent passivated (P3E)