





HPT roughing end mill, short, centre-cutting DIN 844K
End mill HSCo-SPM HPT DIN844K Z3-5 2xD HR TiAlN
ENDMIL-DIN844B-S-HSSSPM-TN-D18,0MM
Art.-no. 5443600907
EAN 4055375879320


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2147 |
Material to be processed | Steel, Stainless steel, Titanium |
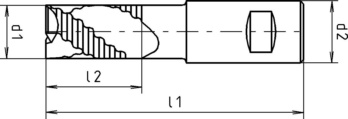
Diameter (d1) | 18 mm |
Shank diameter (d2) | 16 mm |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo-SPM |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 45° |
Length (l1) | 92 mm |
Cutting edge length (l2) | 32 mm |
Number of cutting edges | 5 PCS |
Corner chamfer | 0.30 mm |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,044 | 0,060 | 0,076 |
| 500-850 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,038 | 0,053 | 0,067 |
| 850-1000 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,038 | 0,053 | 0,067 |
| 700-850 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 | |
| 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 46 | 0,044 | 0,060 | 0,076 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,038 | 0,053 | 0,067 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 51 | 0,044 | 0,060 | 0,076 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,038 | 0,053 | 0,067 |
| 1000-1200 N/mm² | E | 41 | 0,044 | 0,060 | 0,076 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| 850-1100 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | |
| 1100-1400 N/mm² | E | 32 | 0,044 | 0,060 | 0,076 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,044 | 0,060 | 0,076 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,044 | 0,060 | 0,076 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,044 | 0,060 | 0,076 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,038 | 0,053 | 0,067 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,038 | 0,053 | 0,067 |
| < 850 N/mm² | E | 23 | 0,038 | 0,053 | 0,067 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 |
| Titanium, titanium alloys | < 850 N/mm² | E | 23 | 0,044 | 0,060 | 0,076 |
| Cutting values for roughing contour | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 46 | 0,020 | 0,028 | 0,037 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,017 | 0,024 | 0,033 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 51 | 0,020 | 0,028 | 0,037 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 41 | 0,020 | 0,028 | 0,037 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 32 | 0,020 | 0,028 | 0,037 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,020 | 0,028 | 0,037 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,020 | 0,028 | 0,037 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,020 | 0,028 | 0,037 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,017 | 0,024 | 0,033 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 23 | 0,017 | 0,024 | 0,033 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 |
| Titanium, titanium alloys | < 850 N/mm² | E | 23 | 0,020 | 0,028 | 0,037 |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,035 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,035 | 0,040 | 0,046 |
| 850-1000 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,035 | 0,040 | 0,046 |
| 700-850 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 | |
| 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 46 | 0,035 | 0,040 | 0,050 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,035 | 0,040 | 0,046 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 51 | 0,035 | 0,040 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,035 | 0,040 | 0,046 |
| 1000-1200 N/mm² | E | 41 | 0,035 | 0,040 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| 850-1100 N/mm² | E | 37 | 0,035 | 0,040 | 0,050 | |
| 1100-1400 N/mm² | E | 32 | 0,035 | 0,040 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,035 | 0,040 | 0,050 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,035 | 0,040 | 0,050 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,035 | 0,040 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,035 | 0,040 | 0,046 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,035 | 0,040 | 0,046 |
| < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,046 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,035 | 0,040 | 0,050 |
| Titanium, titanium alloys | < 850 N/mm² | E | 23 | 0,035 | 0,040 | 0,050 |
| Cutting values for roughing groove | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 83 | 0,010 | 0,014 | 0,023 |
| 500-850 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Carbon steels | < 850 N/mm² | E | 74 | 0,010 | 0,014 | 0,023 |
| 850-1000 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 69 | 0,010 | 0,014 | 0,023 |
| 700-850 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 | |
| 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 46 | 0,010 | 0,014 | 0,023 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 64 | 0,010 | 0,014 | 0,023 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 60 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 | |
| Nitriding steels | < 1000 N/mm² | E | 51 | 0,010 | 0,014 | 0,023 |
| 1000-1200 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 | |
| Tool steels | < 850 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| 850-1100 N/mm² | E | 37 | 0,010 | 0,014 | 0,023 | |
| 1100-1400 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 26 | 0,010 | 0,014 | 0,023 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 28 | 0,010 | 0,014 | 0,023 |
| Spring steels | < 1200 N/mm² | E | 21 | 0,010 | 0,014 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 41 | 0,010 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32 | 0,010 | 0,014 | 0,023 |
| < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 18 | 0,010 | 0,014 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 23 | 0,010 | 0,014 | 0,023 |
Last viewed

Counter nut, polyamide Metric according to EN 60423

VS ENVI Flex and VS ENVI Flex Pro recycling system

HSCo8 end mill, short DIN 844K

Diamond cutting disc SP TG 12-A tiles

Feather key, high shape DIN 6885, steel, plain, shape B

pias® drilling screw, countersunk head with AW drive

Stud with threaded end ≈ 1 d DIN 938, A2/70 stainless steel, plain

T-handle socket wrench for hexagon head screws

Twist drill bit HSS DIN 1869 R3 type RN

Safety boots, S3