



HSCo end mill, long, centre-cutting DIN 844L
End mill HSCo DIN 844L Z2-3 4xD type W
ENDMIL-DIN844L-HSCO-W-D10,0MM
Art.-no. 5443600534
EAN 4055375876664














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1754 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
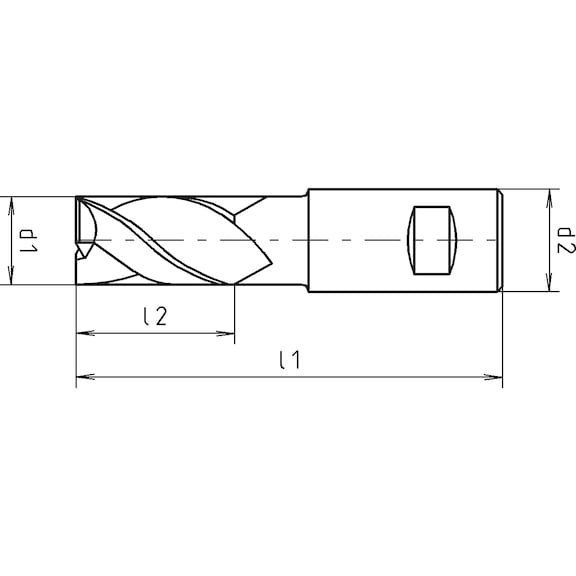
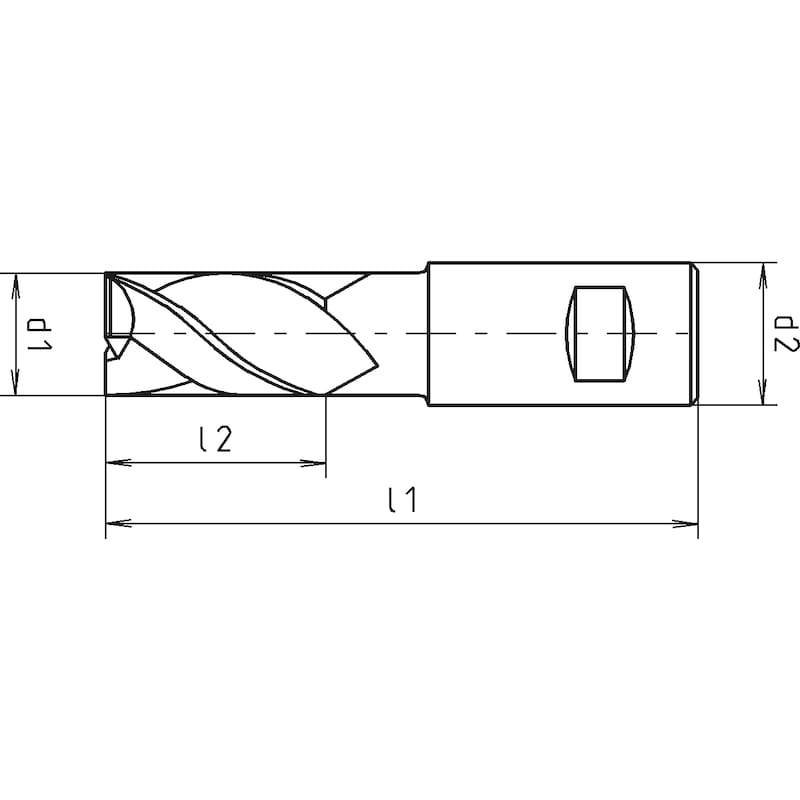
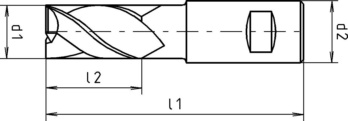
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 95 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges (Z) | 2 PCS |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,037 | 0,053 | 0,067 | 0,083 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,047 | 0,059 | 0,074 | 0,092 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,037 | 0,053 | 0,067 | 0,083 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,007 | 0,013 | 0,017 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,007 | 0,013 | 0,017 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,008 | 0,015 | 0,024 | 0,031 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,011 | 0,020 | 0,033 | 0,043 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,008 | 0,015 | 0,024 | 0,031 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 |
| E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | |
| Cutting values for finishing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 |
| E | 30 | 0,003 | 0,005 | 0,007 | 0,011 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,004 | 0,005 | 0,008 | 0,012 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Last viewed

Taper-grooved dowel pin ISO 8745 steel plain

ABS lightning protection GroundWire

Stud with threaded end ≈ 1.25 d DIN 939, steel 10.9, zinc-plated, blue passivated (A2K)

Welding plate Part 2 — simple version, type SPAL

Hexagonal bolt with shank ISO 4014, 8.8 steel with silver zinc-flake coating (ZFSHL)

ABS Lock X H 4 Anchor point wood

Slotted raised countersunk head screw DIN 964, steel 4.8, zinc-plated, blue passivated (A2K)

Blind rivet, open, with break mandrel and flat head ISO 15977, dome head, aluminium/steel

Heavy-duty cylinder saw for construction site professionals with carbide teeth

Lock washer with right-angle cross-section, shape A DIN 127, steel, mechanically applied zinc coating, shape A