





HSCo end mill, long, centre-cutting DIN 844L
End mill HSCo DIN 844L Z2-3 4xD type W
ENDMIL-DIN844L-HSCO-W-D16,0MM














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1754 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
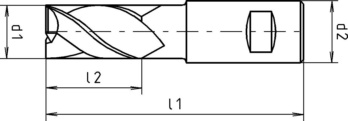
Diameter (d1) | 16 mm |
Shank diameter (d2) | 16 mm |
Length (l1) | 123 mm |
Cutting edge length (l2) | 63 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for finishing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 |
| E | 30 | 0,003 | 0,005 | 0,007 | 0,011 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,004 | 0,005 | 0,008 | 0,012 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,037 | 0,053 | 0,067 | 0,083 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,047 | 0,059 | 0,074 | 0,092 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,037 | 0,053 | 0,067 | 0,083 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,007 | 0,013 | 0,017 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,007 | 0,013 | 0,017 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,008 | 0,015 | 0,024 | 0,031 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,011 | 0,020 | 0,033 | 0,043 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,008 | 0,015 | 0,024 | 0,031 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 |
| E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | |
Last viewed

KIM 44 Profi locking rod For optimal load securing in the vehicle interior.

Cylindrical pin, hardened DIN 6325, steel, plain

Centre-grooved dowel pins ISO 8742 A1 stainless steel plain

Grating/net sanding strip

ASSY® 4 TRH gate hinge screw Steel zinc-nickel black full thread truss head

Longlife & Speed ceramic abrasive grain vulcanised fibre disc

Insoles in 3 widths

1/2 inch socket wrench insert metric, hexagon, long

Die For standard metric ISO thread HSCo Multi Performance

Bond + Seal structural adhesive