
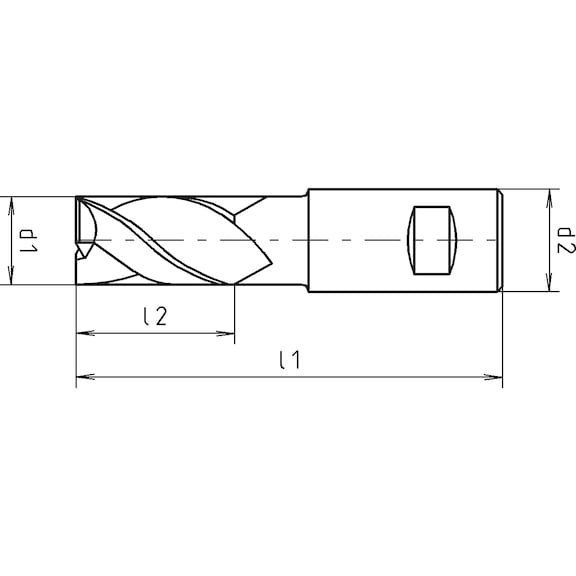



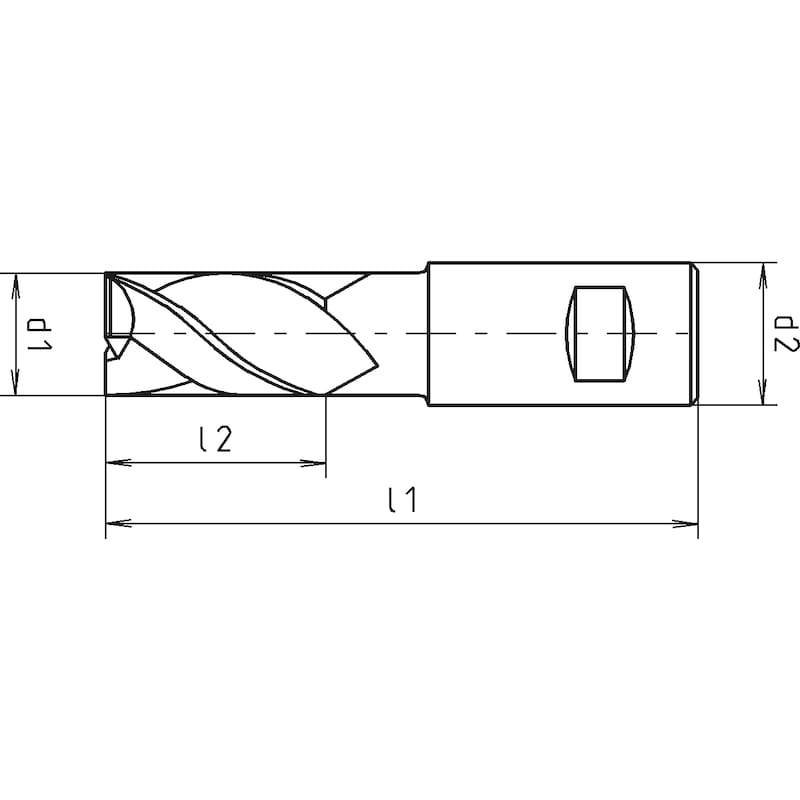
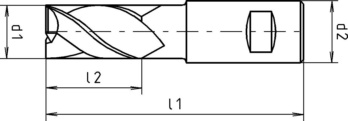
HSCo end mill, long, centre-cutting DIN 844L
End mill HSCo DIN 844L Z2-3 4xD type W
ENDMIL-DIN844L-HSCO-W-D8,0MM
Art.-no. 5443600533
EAN 4055375876657














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1754 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
Diameter (d1) | 8 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 88 mm |
Cutting edge length (l2) | 38 mm |
Number of cutting edges (Z) | 2 PCS |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,037 | 0,053 | 0,067 | 0,083 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,047 | 0,059 | 0,074 | 0,092 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,037 | 0,053 | 0,067 | 0,083 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,007 | 0,013 | 0,017 | 0,023 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,007 | 0,013 | 0,017 | 0,023 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,008 | 0,015 | 0,024 | 0,031 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,011 | 0,020 | 0,033 | 0,043 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,008 | 0,015 | 0,024 | 0,031 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 |
| E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,022 | 0,028 | 0,038 | 0,043 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | |
| Cutting values for finishing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,011 |
| E | 30 | 0,003 | 0,005 | 0,007 | 0,011 | ||
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,004 | 0,005 | 0,008 | 0,012 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,005 | 0,006 | 0,011 | 0,016 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Last viewed

Glazing packer

Crimp cable lug, push connector PVC-insulated

C 6.3 slotted bit (1/4 inch)

Jacket ROFA® 290 143

Hexagon bolt with shank, SB FITTINGS, DIN EN 15048-1 DIN 7990, steel 4.6, hot-dip galvanised (hdg)

Lattice/net sanding disc Klingspor AN 400

Shim ring DIN 988, steel, plain

Flat blade fuse MINI Silver

Hexagonal bolt with shank ISO 4014, plain 12.9 steel

Connector, pneumatic