





HSCo keyway cutter DIN 850D
Keyway cutter HSCo DIN850D Z6-14 type N
KEYWAYCTR-DIN850D-HSCO-6,0X7,5-D19,5MM
Art.-no. 5443600414
EAN 4055375875735




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1524 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
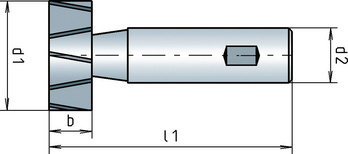
Suitable for woodruff key | 6 x 7.5 mm |
Diameter (d1) | 19.5 mm |
Cutting width (b) | 6 |
Shank diameter (d2) | 10 mm |
Length (l1) | 63 mm |
Number of cutting edges | 10 PCS |
Shank style | Cylindrical DIN 1835-B |
Standards | DIN 850 |
Cutting material | HSCo |
Surface | Plain |
Twist angle | 8-12° |
Cutting angle | 10 Degree |
Tolerance of cutting edge diameter | h11 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 16 to dia. 45.5 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 16 to dia. 19.9 | Dia. 20 to dia. 23.9 | Dia. 24 to dia. 31.9 | Dia. 32 to dia. 45.5 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,024 | 0,036 | 0,041 | 0,054 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,024 | 0,030 | 0,034 | 0,046 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,024 | 0,030 | 0,034 | 0,046 |
| Cast iron | < 180 HB | - | 38 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,024 | 0,030 | 0,034 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Cutting values for finishing contour | ||||||||
| For dia. 4.5 to dia. 15.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 4.5 to dia. 5.9 | Dia. 6 to dia. 7.9 | Dia. 8 to dia. 9.9 | Dia. 10 to dia. 11.9 | Dia. 12 to dia. 15.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 1000-1200 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| 850-1100 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| 1100-1400 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| < 850 N/mm² | E | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Cast iron | < 180 HB | - | 38 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| > 180 HB | - | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 |
| > 260 HB | E | 25 | 0,003 | 0,005 | 0,008 | 0,012 | 0,016 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | 0,019 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| 650-850 N/mm² | - | 80 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,007 | 0,009 | 0,017 | 0,025 | 0,031 |
| 850-1200 N/mm² | E | 65 | 0,009 | 0,012 | 0,020 | 0,031 | 0,035 | |
Last viewed

Spring plunger with thrust pin

Hexagon bolt with thread up to the head ISO 4017, steel 10.9, plain

Starlock Plus saw blade, single tooth

Weather protection rain dungarees

Work vest Planam Plaline

Identification rings, PVC

Inclined corner CERAfix 311/312

Oil filter chain wrench, extra strong

Rubber plate for vehicle lifting platforms

HPT HSCo-PM end mill DIN 844K, short, centre-cutting