





HSCo quarter circle profile cutter DIN 6518B
Corner rounding end mill HSCo DIN6518B Z4-6 type N
QURTCRCLCTR-DIN6518B-HSCO-D11,0MM
Art.-no. 5443600346
EAN 4055375875223


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1464 |
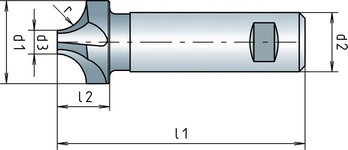
Corner radius (r) | 2.5 mm |
Diameter (d1) | 11.0 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 60 mm |
Cutting edge length (l2) | 15 mm |
Number of cutting edges (Z) | 4 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 6518 |
Cutting material | HSCo |
Surface | Plain |
Shank style | Cylindrical DIN 1835-B |
Tolerance of cutting edge diameter | h11 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for quarter circle cutter | ||||||||
| For dia. 12-40 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-40 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,019 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,016 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,019 | 0,024 | 0,036 | 0,041 | 0,054 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Cast iron | < 180 HB | - | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,035 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Cutting values for finishing contour | ||||||||
| For dia. 2-11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| < 850 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Cast iron | < 180 HB | - | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 260 HB | E | 25 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,009 | 0,012 | 0,020 | 0,031 | |
Last viewed

Shim ring DIN 988, steel, plain

Threaded fitting, steel, with ball joint

Countersunk slotted head screw, Z DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Extension for screw taps and reamers

ATO resettable fuse for continuous operation (permanent installation)

Work trousers Kübler Pulsschlag 2424 5353

S3L safety shoe Uvex1 XCraft 6803

Straight bulkhead fitting ISO 8434-1, stainless steel 1.4571

Cetus S3 safety boots

Manual screw tap, third tap Ruko hand tap HSS DIN 2181 UNF third tap