





HSCo quarter circle profile cutter DIN 6518B
Corner rounding end mill HSCo DIN6518B Z4-6 type N
QURTCRCLCTR-DIN6518B-HSCO-D22,0MM
Art.-no. 5443600356
EAN 4055375875322


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1464 |
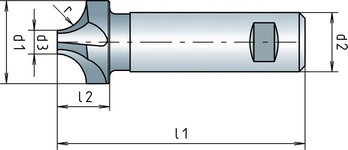
Corner radius (r) | 7.0 mm |
Diameter (d1) | 22.0 mm |
Shank diameter (d2) | 16 mm |
Length (l1) | 71 mm |
Cutting edge length (l2) | 18 mm |
Number of cutting edges (Z) | 4 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 6518 |
Cutting material | HSCo |
Surface | Plain |
Shank style | Cylindrical DIN 1835-B |
Tolerance of cutting edge diameter | h11 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for quarter circle cutter | ||||||||
| For dia. 12-40 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-40 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,019 | 0,030 | 0,037 | 0,048 | 0,068 |
| 500-850 N/mm² | E | 38 | 0,016 | 0,026 | 0,033 | 0,043 | 0,059 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 700-850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 1000-1200 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| 850-1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| 1100-1400 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,019 | 0,024 | 0,036 | 0,041 | 0,054 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| < 850 N/mm² | E | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Cast iron | < 180 HB | - | 38 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 |
| > 260 HB | E | 25 | 0,016 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,019 | 0,024 | 0,030 | 0,034 | 0,046 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 650-850 N/mm² | - | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,031 | 0,039 | 0,047 | 0,053 | 0,071 |
| 850-1200 N/mm² | E | 65 | 0,035 | 0,043 | 0,051 | 0,058 | 0,078 | |
| Cutting values for finishing contour | ||||||||
| For dia. 2-11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| < 850 N/mm² | E | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Cast iron | < 180 HB | - | 38 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 |
| > 260 HB | E | 25 | 0,003 | 0,003 | 0,005 | 0,008 | 0,012 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,005 | 0,007 | 0,009 | 0,017 | 0,025 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,009 | 0,012 | 0,020 | 0,031 | |
Last viewed

Cable tie PLT PA

NP profile double cylinder In 6-pin system

Plastic retaining plate EUROFAST® TWPL-8040

Cordless impact driver ASS 18-1/4 inch COMPACT M-CUBE

Clamp body for ring insert

SC Speedcut universal end mill, long, optional, four blade, variable helix DIN 6527L, HA shank

Hexagonal bolt ASME B18.2.1, blue passivated zinc plated GR5 steel (A2K)

HSCo end mill, long, centre-cutting DIN 844L

Cylindrical grooved pin with chamfer ISO 8740, steel, plain

Threaded rod DIN 976, A2-70 stainless steel, shape A