





HSCo8 end mill, long, centre-cutting DIN 844L
End mill HSCo8 DIN 844L N Z4-6 4xD type N
ENDMIL-DIN844L-HSCO8-D10,0MM
Art.-no. 5443600678
EAN 4055375877708






















Register now and access more than 125,000 products
Ø 30 mm does not correspond to DIN
Datasheets(X)

Difficult-to-machine materials including of high strength, e.g. constructions steels through to tool steels. Also suitable, however, for non-ferrous metals, cobalt and nickel alloys, titanium and titanium alloys.
 | |
Product code | 1836 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
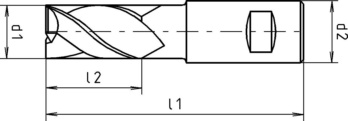
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 95 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges (Z) | 4 PCS |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| 500-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1000 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 700-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| 850-1000 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1100 N/mm² | E | 16 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| 1100-1400 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| < 850 N/mm² | E | 12 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Cast iron | < 180 HB | - | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 180 HB | - | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 260 HB | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | 0,127 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| 500-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1000 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 700-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| 850-1000 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1100 N/mm² | E | 16 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| 1100-1400 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| < 850 N/mm² | E | 12 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Cast iron | < 180 HB | - | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 180 HB | - | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 260 HB | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,008 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 | 0,060 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | 0,052 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 700-850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 1100-1400 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,017 | 0,021 | 0,032 | 0,036 | 0,048 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| < 850 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Cast iron | < 180 HB | - | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 260 HB | E | 25 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | 0,069 | |
| Cutting values for finishing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 700-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| 1100-1400 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| < 850 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Cast iron | < 180 HB | - | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 260 HB | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,012 | 0,019 | 0,021 | 0,026 |
| 500-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1000 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,011 | 0,016 | 0,019 | 0,023 |
| 700-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| 850-1000 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1100 N/mm² | E | 12 | 0,012 | 0,019 | 0,021 | 0,026 | |
| 1100-1400 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 |
| < 850 N/mm² | E | 9 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Cast iron | < 180 HB | - | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 180 HB | - | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 260 HB | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| 650-850 N/mm² | - | 28 | 0,022 | 0,031 | 0,035 | 0,041 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,022 | 0,031 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 14 | 0,027 | 0,034 | 0,038 | 0,045 | |
| Cutting values for roughing groove | |||||||
| For dia. 3 to dia. 9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,002 | 0,004 | 0,005 | 0,008 |
| 500-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1000 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 |
| 700-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| 850-1000 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1100 N/mm² | E | 12 | 0,002 | 0,004 | 0,005 | 0,008 | |
| 1100-1400 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 |
| < 850 N/mm² | E | 9 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Cast iron | < 180 HB | - | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 180 HB | - | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 260 HB | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| 650-850 N/mm² | - | 28 | 0,005 | 0,006 | 0,008 | 0,015 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,005 | 0,006 | 0,008 | 0,015 |
| 850-1200 N/mm² | E | 14 | 0,005 | 0,008 | 0,011 | 0,017 | |
Last viewed

Low-cut safety shoes, S2 Uvex 1 Business 8469

Welding helmet, accessories 3M Adflo heavy-duty lithium ion battery upgrade kit

Cap EN10242 T1, hot-dip galvanised malleable iron

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, ≤ M24 A2-70 stainless steel, ≥ M24 A2-50 stainless steel

Locking hook

Low-cut safety shoe S3 Uvex 6502.4

Type GB staples

Cover plate Type DP

Round head screw with slot and nut W-0231, steel 04.8, zinc-plated with nut, slotted

VKP® PLUS sealing tape