





HSCo8 end mill, long, centre-cutting DIN 844L
End mill HSCo8 DIN 844L N Z4-6 4xD type N
ENDMIL-DIN844L-HSCO8-D11,0MM
Art.-no. 5443600679
EAN 4055375877715






















Register now and access more than 125,000 products
Ø 30 mm does not correspond to DIN
Datasheets(X)

Difficult-to-machine materials including of high strength, e.g. constructions steels through to tool steels. Also suitable, however, for non-ferrous metals, cobalt and nickel alloys, titanium and titanium alloys.
 | |
Product code | 1836 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
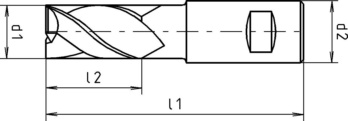
Diameter (d1) | 11 mm |
Shank diameter (d2) | 12 mm |
Length (l1) | 102 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges (Z) | 4 PCS |
Standards | DIN 844 |
Construction length | Long |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| 500-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1000 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 700-850 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| 850-1000 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 1000-1200 N/mm² | E | 18 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| 850-1100 N/mm² | E | 16 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| 1100-1400 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| < 850 N/mm² | E | 12 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Cast iron | < 180 HB | - | 34 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 180 HB | - | 30 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 |
| > 260 HB | E | 18 | 0,024 | 0,033 | 0,042 | 0,052 | 0,066 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,028 | 0,037 | 0,047 | 0,059 | 0,075 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 650-850 N/mm² | - | 37 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,047 | 0,059 | 0,074 | 0,092 | 0,117 |
| 850-1200 N/mm² | E | 18 | 0,052 | 0,063 | 0,080 | 0,100 | 0,127 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| 500-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1000 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 700-850 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| 850-1000 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 1000-1200 N/mm² | E | 18 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| 850-1100 N/mm² | E | 16 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| 1100-1400 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| < 850 N/mm² | E | 12 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Cast iron | < 180 HB | - | 34 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 180 HB | - | 30 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 |
| > 260 HB | E | 18 | 0,004 | 0,005 | 0,011 | 0,015 | 0,021 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,004 | 0,007 | 0,013 | 0,017 | 0,023 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 650-850 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,008 | 0,011 | 0,020 | 0,033 | 0,043 |
| 850-1200 N/mm² | E | 18 | 0,008 | 0,014 | 0,025 | 0,039 | 0,052 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,017 | 0,026 | 0,033 | 0,043 | 0,060 |
| 500-850 N/mm² | E | 38 | 0,014 | 0,023 | 0,029 | 0,038 | 0,052 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 700-850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 1000-1200 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| 850-1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| 1100-1400 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,017 | 0,021 | 0,032 | 0,036 | 0,048 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| < 850 N/mm² | E | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Cast iron | < 180 HB | - | 38 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 |
| > 260 HB | E | 25 | 0,014 | 0,019 | 0,023 | 0,026 | 0,036 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,017 | 0,021 | 0,026 | 0,030 | 0,041 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 650-850 N/mm² | - | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,027 | 0,035 | 0,041 | 0,047 | 0,063 |
| 850-1200 N/mm² | E | 65 | 0,031 | 0,038 | 0,045 | 0,051 | 0,069 | |
| Cutting values for finishing contour | ||||||||
| For dia. 3 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| 500-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 700-850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 1000-1200 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| 850-1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| 1100-1400 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| < 850 N/mm² | E | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Cast iron | < 180 HB | - | 38 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 |
| > 260 HB | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 | 0,011 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,002 | 0,004 | 0,005 | 0,008 | 0,012 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 650-850 N/mm² | - | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,005 | 0,006 | 0,008 | 0,015 | 0,022 |
| 850-1200 N/mm² | E | 65 | 0,005 | 0,008 | 0,011 | 0,017 | 0,027 | |
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,012 | 0,019 | 0,021 | 0,026 |
| 500-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1000 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,011 | 0,016 | 0,019 | 0,023 |
| 700-850 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| 850-1000 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,011 | 0,016 | 0,019 | 0,023 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,011 | 0,016 | 0,019 | 0,023 |
| 1000-1200 N/mm² | E | 14 | 0,012 | 0,019 | 0,021 | 0,026 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| 850-1100 N/mm² | E | 12 | 0,012 | 0,019 | 0,021 | 0,026 | |
| 1100-1400 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,012 | 0,019 | 0,021 | 0,026 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,011 | 0,016 | 0,019 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 |
| < 850 N/mm² | E | 9 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Cast iron | < 180 HB | - | 26 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 180 HB | - | 23 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,011 | 0,016 | 0,019 | 0,023 |
| > 260 HB | E | 14 | 0,011 | 0,016 | 0,019 | 0,023 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,012 | 0,019 | 0,021 | 0,026 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,022 | 0,031 | 0,035 | 0,041 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,022 | 0,031 | 0,035 | 0,041 |
| 650-850 N/mm² | - | 28 | 0,022 | 0,031 | 0,035 | 0,041 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,022 | 0,031 | 0,035 | 0,041 |
| 850-1200 N/mm² | E | 14 | 0,027 | 0,034 | 0,038 | 0,045 | |
| Cutting values for roughing groove | |||||||
| For dia. 3 to dia. 9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 3-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,002 | 0,004 | 0,005 | 0,008 |
| 500-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1000 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,002 | 0,003 | 0,005 | 0,007 |
| 700-850 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| 850-1000 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,002 | 0,003 | 0,005 | 0,007 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,002 | 0,003 | 0,005 | 0,007 |
| 1000-1200 N/mm² | E | 14 | 0,002 | 0,004 | 0,005 | 0,008 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| 850-1100 N/mm² | E | 12 | 0,002 | 0,004 | 0,005 | 0,008 | |
| 1100-1400 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,002 | 0,004 | 0,005 | 0,008 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,002 | 0,003 | 0,005 | 0,007 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 |
| < 850 N/mm² | E | 9 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Cast iron | < 180 HB | - | 26 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 180 HB | - | 23 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,002 | 0,003 | 0,005 | 0,007 |
| > 260 HB | E | 14 | 0,002 | 0,003 | 0,005 | 0,007 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,002 | 0,004 | 0,005 | 0,008 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,005 | 0,006 | 0,008 | 0,015 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,005 | 0,006 | 0,008 | 0,015 |
| 650-850 N/mm² | - | 28 | 0,005 | 0,006 | 0,008 | 0,015 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,005 | 0,006 | 0,008 | 0,015 |
| 850-1200 N/mm² | E | 14 | 0,005 | 0,008 | 0,011 | 0,017 | |
Last viewed

SNAP marker

Hexagon bolt with thread up to the head ISO 4017, steel 10.9, zinc-plated, blue passivated (A2K)

Cetus trousers with holster pockets

Car tester with voltage testing and polarity determination (+/-)
SNAP marker

MG-ZD 17 designer furniture handle

Protective jaw Polyurethane

Half-zip work jumper JN831 workwear half-zip sweatshirt

Door lining foil

Straight pin with flat points DIN 7, steel plain (9 SMnPb 28 k or St 50 K), unhardened, tolerance class h8