





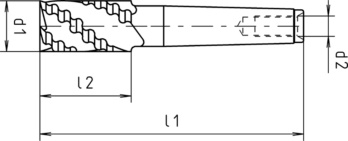
HSCo8 end mill, short, Morse taper shank DIN 845 B (C)
End mill HSCo8 DIN 845B/C type NR morse taper
ENDMIL-DIN845B-S-HSCO8-NR-D25,0MM
Art.-no. 5443601026
EAN 4055375880210




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2756 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Diameter (d1) | 25 mm |
Standards | DIN 845 |
Construction length | Short |
Shank style | Morse taper |
Suitable for morse taper tools | MK 3 |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 147 mm |
Cutting edge length (l2) | 45 mm |
Number of cutting edges | 5 PCS |
Tolerance of cutting edge diameter | k12 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12 to dia. 45 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32-45 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| 500-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1000 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 700-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850-1100 N/mm² | E | 16 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 | |
| 1100-1400 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| < 850 N/mm² | E | 12 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Cast iron | < 180 HB | - | 34 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| > 180 HB | - | 30 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 |
| > 260 HB | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 |
| 650-850 N/mm² | - | 37 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,074 | 0,094 | 0,118 | 0,147 | 0,188 |
| 850-1200 N/mm² | E | 18 | 0,083 | 0,102 | 0,129 | 0,159 | 0,204 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 |
| 500-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 |
| 700-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| 850-1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850-1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | |
| 1100-1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Special alloys | < 1200 N/mm² | E | 5 | 0,030 | 0,034 | 0,042 |
| Cast iron | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| 650-850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 |
| 850-1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | |
Last viewed

Raised countersunk head screw with H recessed head DIN 966, steel 4.8, zinc-plated, blue passivated (A2K)

Synthetic corundum vulcanised fibre disc

Hexagon Socket Head Cap Screw ASME 18.3, plain steel alloy, UNC (comparable with ISO metric thread)

Threaded fitting DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 4.8, blue passivated

Cetus work dungarees

Cable clamp, single-lobed according to SN 78550

EPS profile double cylinder

Hard hat uvex pheos E WR

Slotted flat-head screws with shoulder type B - with undercut

Straight male fitting ISO 8434-1, zinc-nickel-plated steel, BSPP male thread with seal