





HSCo8 end mill, short, centre-cutting DIN 844K
End mill HSCo DIN 844K Z2-3 2xD type W
ENDMIL-DIN844K-HSCO-W-D10,0MM
Art.-no. 5443600466
EAN 4055375876213















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1644 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
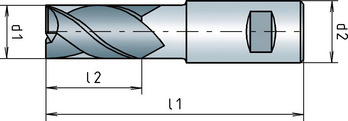
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Length (l1) | 72 mm |
Cutting edge length (l2) | 22 mm |
Number of cutting edges (Z) | 2 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,049 | 0,071 | 0,089 | 0,111 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,062 | 0,078 | 0,099 | 0,122 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,049 | 0,071 | 0,089 | 0,111 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,009 | 0,017 | 0,023 | 0,031 |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,010 | 0,020 | 0,032 | 0,041 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,014 | 0,027 | 0,045 | 0,057 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,010 | 0,020 | 0,032 | 0,041 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Key | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
Last viewed

Floor pad

Sanding disc film Klingspor FP 73 WK

Hexagon nut, high profile with clamping piece (non-metal insert), imperial ASME B18.16.6, zinc plated GRA steel, UNC (comparable to ISO metric thread)

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 10.9, plain

Perforated single guide rail for redoslide M15-HE and M15-HC furniture sliding door fitting

EPS profile thumbturn cylinder

Ducting clamp DIN3015-2, heavy-duty series, smooth inner surface, W.TEC series

Serrated lock ring, shape VSKZ Steel plain, greased

Shoelaces

Hexagon nut, low profile, with clamping piece (non-metal insert) DIN 985, steel I10I, zinc-plated, blue passivated (A2K)