





HSCo8 end mill, short, centre-cutting DIN 844K
End mill HSCo8 DIN 844K Z3-6 2xD type N
ENDMIL-DIN844K-HSCO8-D2,5MM
Art.-no. 5443600602
EAN 4055375877050





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1816 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
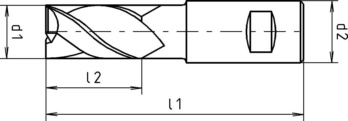
Diameter (d1) | 2.5 mm |
Shank diameter (d2) | 6 mm |
Length (l1) | 52 mm |
Cutting edge length (l2) | 8 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| 850-1000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| 850-1100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| 1100-1400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Cast iron | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | 0,088 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 | 0,157 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | 0,170 | |
| Cutting values for roughing contour | ||||||||
| For dia. 2 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| 500-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Machining steels | < 850 N/mm² | E | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1000 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 700-850 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| 850-1000 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1100 N/mm² | E | 16 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| 1100-1400 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| < 850 N/mm² | E | 12 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Cast iron | < 180 HB | - | 34 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 180 HB | - | 30 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 26 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 260 HB | E | 18 | 0,005 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 | 0,031 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,010 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,010 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 12 to dia. 32 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-31.9 | Dia. 32 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | 0,069 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| 850-1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| 1100-1400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 | 0,064 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Cast iron | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | 0,048 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | 0,054 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 | 0,084 |
| 850-1200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | 0,092 | |
| Cutting values for finishing contour | ||||||||
| For dia. 2 to dia. 11.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Machining steels | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| 1100-1400 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Cast iron | < 180 HB | - | 38 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 30 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 260 HB | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,003 | 0,005 | 0,007 | 0,010 | 0,016 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,006 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,006 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,016 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,014 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 12 | 0,016 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,016 | 0,025 | 0,028 | 0,035 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,014 | 0,021 | 0,025 | 0,031 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Cast iron | < 180 HB | - | 26 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,016 | 0,025 | 0,028 | 0,035 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,029 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,029 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,029 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,036 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 2 to dia. 9.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 2-3.9 | Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Machining steels | < 850 N/mm² | E | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1000 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700-850 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850-1000 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 14 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1100 N/mm² | E | 12 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100-1400 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,003 | 0,005 | 0,007 | 0,010 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,003 | 0,004 | 0,006 | 0,009 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 9 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Cast iron | < 180 HB | - | 26 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 23 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 14 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,003 | 0,005 | 0,007 | 0,010 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,006 | 0,008 | 0,011 | 0,020 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650-850 N/mm² | - | 28 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850-1200 N/mm² | E | 14 | 0,006 | 0,011 | 0,014 | 0,023 | |
Last viewed

Plug-in connector assortment 775 pcs without system case 4.4.1

Threaded rod DIN 976, steel 4.8, plain, shape A

Cargo trousers

Hexagon bolt with shank DIN 931, A4-70 stainless steel, plain

Colour – blind rivets Round pan head

Jacket Planam Highline

PVC single core H05/H07V-K, fine wire

Adjustable straight sealing cone reducer fitting ISO 8434-1, stainless steel 1.4571, cutting ring connection with o-ring

VDE 3/8 inch socket wrench, metric, hexagon, long

Screw, hexagon head flanged, inch IFI-111 stainless steel 18-8, plain