





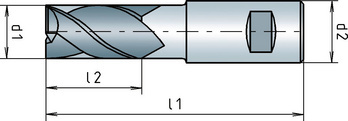
HSCo8 end mill, short, triple blade, centre-cutting DIN 844K
End mill HSCo8 DIN 844K Z3 2xD type N
ENDMIL-DIN844K-HSCO8-N-D13,0MM





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 1666 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
Diameter (d1) | 13 mm |
Shank diameter (d2) | 12 mm |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Twist angle | 40° |
Tolerance of cutting edge diameter | k10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for finishing contour | |||||||
| For dia. 4 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,005 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1000 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 850-1000 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 25 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1100 N/mm² | E | 25 | 0,005 | 0,007 | 0,010 | 0,016 | |
| 1100-1400 N/mm² | E | 20 | 0,005 | 0,007 | 0,010 | 0,016 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,005 | 0,007 | 0,010 | 0,016 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,005 | 0,007 | 0,010 | 0,016 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,005 | 0,007 | 0,010 | 0,016 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 30 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,005 | 0,007 | 0,010 | 0,016 |
| Cast iron | < 180 HB | - | 38 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 180 HB | - | 30 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 260 HB | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 80 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 65 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 25 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,037 | 0,050 | 0,063 | 0,078 |
| 500-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,032 | 0,044 | 0,056 | 0,069 |
| 850-1000 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,032 | 0,044 | 0,056 | 0,069 |
| 700-850 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 | |
| 850-1000 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,032 | 0,044 | 0,056 | 0,069 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,032 | 0,044 | 0,056 | 0,069 |
| 1000-1200 N/mm² | E | 18 | 0,037 | 0,050 | 0,063 | 0,078 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,032 | 0,044 | 0,056 | 0,069 |
| 850-1100 N/mm² | E | 16 | 0,037 | 0,050 | 0,063 | 0,078 | |
| 1100-1400 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,037 | 0,050 | 0,063 | 0,078 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,032 | 0,044 | 0,056 | 0,069 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 |
| < 850 N/mm² | E | 12 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 |
| Cast iron | < 180 HB | - | 34 | 0,032 | 0,044 | 0,056 | 0,069 |
| > 180 HB | - | 30 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,032 | 0,044 | 0,056 | 0,069 |
| > 260 HB | E | 18 | 0,032 | 0,044 | 0,056 | 0,069 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,037 | 0,050 | 0,063 | 0,078 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,049 | 0,071 | 0,089 | 0,111 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,062 | 0,078 | 0,099 | 0,122 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,049 | 0,071 | 0,089 | 0,111 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,062 | 0,078 | 0,099 | 0,122 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,062 | 0,078 | 0,099 | 0,122 |
| 650-850 N/mm² | - | 37 | 0,062 | 0,078 | 0,099 | 0,122 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,062 | 0,078 | 0,099 | 0,122 |
| 850-1200 N/mm² | E | 18 | 0,069 | 0,085 | 0,107 | 0,133 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 25 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-25 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 14 | 0,025 | 0,028 | 0,035 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 12 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,025 | 0,028 | 0,035 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,021 | 0,025 | 0,031 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Cast iron | < 180 HB | - | 26 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 23 | 0,021 | 0,025 | 0,031 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 14 | 0,021 | 0,025 | 0,031 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,025 | 0,028 | 0,035 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | |||||||
| For dia. 4 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,005 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 23 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1000 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,004 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 23 | 0,004 | 0,006 | 0,009 | 0,014 | |
| 850-1000 N/mm² | E | 18 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 14 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,004 | 0,006 | 0,009 | 0,014 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 14 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,004 | 0,006 | 0,009 | 0,014 |
| 1000-1200 N/mm² | E | 14 | 0,005 | 0,007 | 0,010 | 0,016 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,004 | 0,006 | 0,009 | 0,014 |
| 850-1100 N/mm² | E | 12 | 0,005 | 0,007 | 0,010 | 0,016 | |
| 1100-1400 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,005 | 0,007 | 0,010 | 0,016 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,005 | 0,007 | 0,010 | 0,016 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,004 | 0,006 | 0,009 | 0,014 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,004 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 9 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Cast iron | < 180 HB | - | 26 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 180 HB | - | 23 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,004 | 0,006 | 0,009 | 0,014 |
| > 260 HB | E | 14 | 0,004 | 0,006 | 0,009 | 0,014 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,005 | 0,007 | 0,010 | 0,016 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,006 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,008 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,006 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,008 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,008 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,008 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,008 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,011 | 0,014 | 0,023 | 0,036 | |
| Cutting values for roughing contour | |||||||
| For dia. 4 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 4-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,009 | 0,017 | 0,023 | 0,031 |
| 500-850 N/mm² | E | 30 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1000 N/mm² | E | 26 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,007 | 0,014 | 0,020 | 0,027 |
| 700-850 N/mm² | E | 30 | 0,007 | 0,014 | 0,020 | 0,027 | |
| 850-1000 N/mm² | E | 24 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,007 | 0,014 | 0,020 | 0,027 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,007 | 0,014 | 0,020 | 0,027 |
| 1000-1200 N/mm² | E | 18 | 0,009 | 0,017 | 0,023 | 0,031 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,007 | 0,014 | 0,020 | 0,027 |
| 850-1100 N/mm² | E | 16 | 0,009 | 0,017 | 0,023 | 0,031 | |
| 1100-1400 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,009 | 0,017 | 0,023 | 0,031 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,009 | 0,017 | 0,023 | 0,031 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,007 | 0,014 | 0,020 | 0,027 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,007 | 0,014 | 0,020 | 0,027 |
| < 850 N/mm² | E | 12 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 |
| Cast iron | < 180 HB | - | 34 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 180 HB | - | 30 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,007 | 0,014 | 0,020 | 0,027 |
| > 260 HB | E | 18 | 0,007 | 0,014 | 0,020 | 0,027 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,009 | 0,017 | 0,023 | 0,031 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,010 | 0,020 | 0,032 | 0,041 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,014 | 0,027 | 0,045 | 0,057 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,010 | 0,020 | 0,032 | 0,041 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,014 | 0,027 | 0,045 | 0,057 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,014 | 0,027 | 0,045 | 0,057 |
| 650-850 N/mm² | - | 37 | 0,014 | 0,027 | 0,045 | 0,057 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,014 | 0,027 | 0,045 | 0,057 |
| 850-1200 N/mm² | E | 18 | 0,018 | 0,034 | 0,053 | 0,070 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for finishing contour | |||||||
| For dia. 12 to dia. 25 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 45 | 0,022 | 0,035 | 0,044 | 0,057 |
| 500-850 N/mm² | E | 38 | 0,019 | 0,031 | 0,039 | 0,050 | |
| Carbon steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| 700-850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 | |
| 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | |
| Nitriding steels | < 1000 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 |
| 1000-1200 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | |
| Tool steels | < 850 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| 850-1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 | |
| 1100-1400 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 | |
| High-speed steels | 850-1200 N/mm² | E | 20 | 0,022 | 0,028 | 0,042 | 0,048 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 |
| Spring steels | < 1200 N/mm² | E | 15 | 0,022 | 0,028 | 0,035 | 0,040 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| Stainless steels, austenitic | < 700 N/mm² | E | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| < 850 N/mm² | E | 30 | 0,019 | 0,025 | 0,031 | 0,035 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 0,022 | 0,028 | 0,035 | 0,040 |
| Cast iron | < 180 HB | - | 38 | 0,019 | 0,025 | 0,031 | 0,035 |
| > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 | |
| Nodular graphite, malleable iron | > 180 HB | - | 30 | 0,019 | 0,025 | 0,031 | 0,035 |
| > 260 HB | E | 25 | 0,019 | 0,025 | 0,031 | 0,035 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 0,022 | 0,028 | 0,035 | 0,040 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,029 | 0,037 | 0,050 | 0,057 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 400 | 0,029 | 0,037 | 0,050 | 0,057 |
| Copper, low-alloy | < 350 N/mm² | E | 120 | 0,036 | 0,046 | 0,055 | 0,062 |
| Brass, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 |
| Brass, long-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 |
| Bronze, short-chipping | < 600 N/mm² | - | 100 | 0,036 | 0,046 | 0,055 | 0,062 |
| 650-850 N/mm² | - | 80 | 0,036 | 0,046 | 0,055 | 0,062 | |
| Bronze, long-chipping | < 850 N/mm² | E | 80 | 0,036 | 0,046 | 0,055 | 0,062 |
| 850-1200 N/mm² | E | 65 | 0,041 | 0,050 | 0,060 | 0,068 | |
Last viewed

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, zinc-plated, blue passivated (A2K)

LED transformer with wireless RGB controller

Countersunk head screw with recessed head, H DIN 965, steel 4.8, zinc-plated, blue passivated (A2K)

Threaded rod DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 8.8, blue passivated (A2K)

M-CLICK+ hole saw adapter BMLA-A4/A2

Cutting ring DIN 3861, stainless steel 1.4571

Straight pin, unhardened DIN 7, A1 stainless steel, plain

Storage box

Hexagon socket set screw with truncated cone ISO 4026 A2 stainless steel 21H, plain

Hearing protection, reusable, acc.