







HSS 90° yellow-ring countersink DIN 335C
Conical countersink HSS, yellow ring
CNTSNK-CONI-MA-YELLOW-HSS-90DGR-D16,5MM
Art.-no. 069401816
EAN 4011231603300





Register now and access more than 125,000 products
Burr- and chatter-free countersinking and deburring
Precision conical countersink with 3 cutting edges, precision-ground
Optimised spiral flute geometry
Excellent chip formation and removal
Sustainable product packaging made from 100 % PCR (recycled plastic from household waste), 100 % recyclable and Cradle to Cradle Certified® in Bronze
Datasheets(X)

 | |
Material to be processed | Aluminium |
Quality | ZEBRA-Premium |
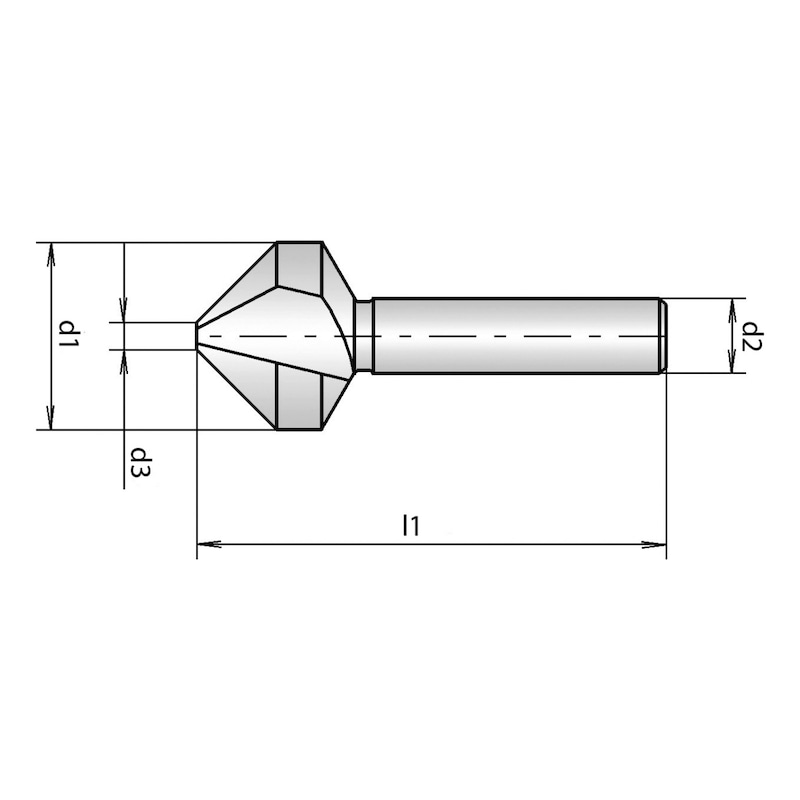
Spot-facer diameter (d1) | 16.5 mm |
Shank diameter (d2) | 10 mm |
Tip diameter (d3) | 3.2 mm |
Length (l1) | 60 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSS |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | Cylindrical |
Service life (points system) | 2 of 4 points |
Countersinking speed (point system) | 2 of 4 points |
Countersinking quality (point system) | 2 of 4 points |
Versatility (points system) | 1 of 4 points |
Countersinking behaviour (point system) | 2 of 4 points |
Material of sub-group | Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Aluminium casting alloys (>10% silicon), Magnesium alloys, Copper, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Assignment of conical countersink to screw standards | ||
| Conical countersink nominal diameter d1 | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (formerly DIN 963,964,965,966) | |
| 6.3 mm | M3 | M3 |
| 8.3 mm | M4 | - |
| 10.4 mm | M5 | M4, M5 |
| 12.4 mm | M6 | M6 |
| 16.5 mm | M8 | M8 |
| 20.5 mm | - | M10 |
| 25.0 mm | M10, M12 | M12 |
| 31.0 mm | M16 | - |
| Legend |
| vc = cutting speed [m/min] |
| f = feed (mm/r) |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 16.5–31 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | |||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 90 | 0,210 | 0,230 | 0,260 | 0,300 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 40 | 0,170 | 0,180 | 0,210 | 0,240 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 |
| Magnesium alloys | ≤ 400 N/mm² | 100 | 0,210 | 0,230 | 0,260 | 0,300 |
| Copper, low-alloyed | ≤ 500 N/mm² | 60 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, short-chipping | ≤ 600 N/mm² | 80 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, long-chipping | ≤ 600 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 |
| Bronze, short-chipping | ≤ 600 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 850 N/mm² | 26 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 24 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 1000 N/mm² | 20 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cutting values for HSS countersinks | ||||||
| For dia. 6.3–12.4 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 90 | 0,150 | 0,160 | 0,170 | 0,190 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 70 | 0,150 | 0,160 | 0,170 | 0,190 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 40 | 0,120 | 0,130 | 0,140 | 0,150 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 30 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesium alloys | ≤ 400 N/mm² | 100 | 0,150 | 0,160 | 0,170 | 0,190 |
| Copper, low-alloyed | ≤ 500 N/mm² | 60 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, short-chipping | ≤ 600 N/mm² | 80 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, long-chipping | ≤ 600 N/mm² | 50 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, short-chipping | ≤ 600 N/mm² | 30 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 26 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 24 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 20 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,150 | 0,160 | 0,170 | 0,190 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Noise protection, wrapping tape for FLEXEN acoustic insulation

Suction probe for oil extraction devices

Flat washer ASME B18.21.1, zinc plated steel

Rubber block, square for vehicle lifting platforms

EPS profile double cylinder for keyed-alike original systems

Joint mortar CERAfix® 505

Compartment rail

Lock with 2 keys for WE series workshop trolleys and WE system assembly workbenches

Shim ring DIN 988, steel, plain
Flat washer without chamfer ISO 7089 A2 stainless steel, 200 HV