


HSS-C08 end mill, short DIN 844K
End mill HSCo8 DIN 844K Z3-5 2xD type NR ZS
ENDMIL-DIN844B-S-HSCO8-D8,0MM



















Register now and access more than 125,000 products
 | |
Product code | 2026 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium |
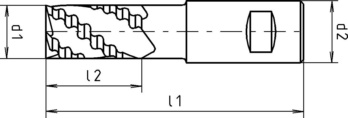
Diameter (d1) | 8 mm |
Shank diameter (d2) | 10 mm |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo8 |
Surface | Plain |
Coolant supply | External |
Twist angle | 30° |
Length (l1) | 69 mm |
Cutting edge length (l2) | 19 mm |
Number of cutting edges | 4 PCS |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 12 to dia. 30 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-30 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,044 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,038 | 0,053 | 0,067 | 0,083 |
| 850-1000 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,038 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| 850-1000 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,038 | 0,053 | 0,067 | 0,083 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,038 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,044 | 0,060 | 0,076 | 0,094 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,038 | 0,053 | 0,067 | 0,083 |
| 850-1100 N/mm² | E | 16 | 0,044 | 0,060 | 0,076 | 0,094 | |
| 1100-1400 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,044 | 0,060 | 0,076 | 0,094 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,038 | 0,053 | 0,067 | 0,083 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 12 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,044 | 0,060 | 0,076 | 0,094 |
| Cast iron | < 180 HB | - | 34 | 0,038 | 0,053 | 0,067 | 0,083 |
| > 180 HB | - | 30 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,038 | 0,053 | 0,067 | 0,083 |
| > 260 HB | E | 18 | 0,038 | 0,053 | 0,067 | 0,083 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,044 | 0,060 | 0,076 | 0,094 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,074 | 0,094 | 0,118 | 0,147 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,074 | 0,094 | 0,118 | 0,147 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,074 | 0,094 | 0,118 | 0,147 |
| 650-850 N/mm² | - | 37 | 0,074 | 0,094 | 0,118 | 0,147 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,074 | 0,094 | 0,118 | 0,147 |
| 850-1200 N/mm² | E | 18 | 0,083 | 0,102 | 0,129 | 0,159 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 - dia. 20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 |
| 500-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 |
| 700-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| 850-1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850-1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | |
| 1100-1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Special alloys | < 1200 N/mm² | E | 5 | 0,030 | 0,034 | 0,042 |
| Cast iron | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| 650-850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 |
| 850-1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | |
| Cutting values for roughing groove | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,006 | 0,008 | 0,012 | 0,019 |
| 500-850 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,005 | 0,007 | 0,011 | 0,017 |
| 850-1000 N/mm² | E | 20 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,005 | 0,007 | 0,011 | 0,017 |
| 700-850 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| 850-1000 N/mm² | E | 18 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,005 | 0,007 | 0,011 | 0,017 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,005 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,006 | 0,008 | 0,012 | 0,019 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,011 | 0,017 |
| 850-1100 N/mm² | E | 12 | 0,006 | 0,008 | 0,012 | 0,019 | |
| 1100-1400 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,006 | 0,008 | 0,012 | 0,019 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,006 | 0,008 | 0,012 | 0,019 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,005 | 0,007 | 0,011 | 0,017 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,005 | 0,007 | 0,011 | 0,017 |
| < 850 N/mm² | E | 9 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Special alloys | < 1200 N/mm² | E | 5 | 0,006 | 0,008 | 0,012 | 0,019 |
| Cast iron | < 180 HB | - | 26 | 0,005 | 0,007 | 0,011 | 0,017 |
| > 180 HB | - | 23 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,005 | 0,007 | 0,011 | 0,017 |
| > 260 HB | E | 14 | 0,005 | 0,007 | 0,011 | 0,017 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,006 | 0,008 | 0,012 | 0,019 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,010 | 0,013 | 0,024 | 0,035 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,010 | 0,013 | 0,024 | 0,035 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,010 | 0,013 | 0,024 | 0,035 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,010 | 0,013 | 0,024 | 0,035 |
| 650-850 N/mm² | - | 28 | 0,010 | 0,013 | 0,024 | 0,035 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,010 | 0,013 | 0,024 | 0,035 |
| 850-1200 N/mm² | E | 14 | 0,013 | 0,017 | 0,028 | 0,043 | |
| Cutting values for roughing contour | |||||||
| For dia. 5 to dia. 11.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 5-5.9 | Dia. 6-7.9 | Dia. 8.0-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,011 | 0,020 | 0,028 | 0,037 |
| 500-850 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,008 | 0,017 | 0,024 | 0,033 |
| 850-1000 N/mm² | E | 26 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,008 | 0,017 | 0,024 | 0,033 |
| 700-850 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| 850-1000 N/mm² | E | 24 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,008 | 0,017 | 0,024 | 0,033 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,008 | 0,017 | 0,024 | 0,033 |
| 1000-1200 N/mm² | E | 18 | 0,011 | 0,020 | 0,028 | 0,037 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,008 | 0,017 | 0,024 | 0,033 |
| 850-1100 N/mm² | E | 16 | 0,011 | 0,020 | 0,028 | 0,037 | |
| 1100-1400 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,011 | 0,020 | 0,028 | 0,037 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,011 | 0,020 | 0,028 | 0,037 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,008 | 0,017 | 0,024 | 0,033 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,008 | 0,017 | 0,024 | 0,033 |
| < 850 N/mm² | E | 12 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,011 | 0,020 | 0,028 | 0,037 |
| Cast iron | < 180 HB | - | 34 | 0,008 | 0,017 | 0,024 | 0,033 |
| > 180 HB | - | 30 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,008 | 0,017 | 0,024 | 0,033 |
| > 260 HB | E | 18 | 0,008 | 0,017 | 0,024 | 0,033 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,011 | 0,020 | 0,028 | 0,037 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,017 | 0,032 | 0,053 | 0,068 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,017 | 0,032 | 0,053 | 0,068 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,017 | 0,032 | 0,053 | 0,068 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,017 | 0,032 | 0,053 | 0,068 |
| 650-850 N/mm² | - | 37 | 0,017 | 0,032 | 0,053 | 0,068 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,017 | 0,032 | 0,053 | 0,068 |
| 850-1200 N/mm² | E | 18 | 0,022 | 0,041 | 0,063 | 0,083 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. Full grooves are not possible for diameters greater than 20 mm, as the power consumed is too high. | ||
Datasheets (0)
Certificates/ Documents (0)

Last viewed

Gripper and tester set, 3 pcs For flat blade fuses

Round head screw with square neck DIN 603, steel, strength class 8.8, zinc flake, silver (ZFSHL)

Pipe rivet

Belleville washer DIN 2093, stainless steel 1.4310

Hexagonal bolt with threading up to head DIN 558, steel 4.6, plain

Hercules S3 safety boots

3KS Plus profile thumbturn cylinder For keyed alike profile cylinders in original equipment

Work jacket

Pin housing Deutsch DT series OEM quality

Axle nut wrench flat/oval For flat/oval axle nuts on BPW axles and 9, 10 and 12 tonne ECO axles