





HSS-Co5 end mill, short, triple blade, centre-cutting DIN 844K
End mill HSCo DIN 844K Z3 2xD type WR
ENDMIL-DIN844B-S-HSCO-W-D20,0MM
Art.-no. 5443600848
EAN 4055375878989
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2094 |
Material to be processed | Steel, Stainless steel, Copper, Brass, Aluminium, Plastic |
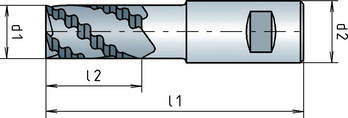
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Standards | DIN 844 |
Construction length | Short |
Shank style | Cylindrical DIN 1835-B |
Cutting material | HSCo |
Surface | Plain |
Coolant supply | External |
Twist angle | 35° |
Length (l1) | 104 mm |
Cutting edge length (l2) | 38 mm |
Number of cutting edges | 3 PCS |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Stainless steels < 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||
| For dia. 6 to dia. 15.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 12 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,024 | 0,039 | 0,049 | 0,059 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,032 | 0,053 | 0,068 | 0,074 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,024 | 0,039 | 0,049 | 0,059 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| 650-850 N/mm² | - | 37 | 0,032 | 0,053 | 0,068 | 0,074 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,032 | 0,053 | 0,068 | 0,074 |
| 850-1200 N/mm² | E | 18 | 0,041 | 0,063 | 0,083 | 0,083 | |
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 25 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-25 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,021 | 0,025 | 0,031 |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,021 | 0,025 | 0,031 |
| Tool steels | < 850 N/mm² | E | 20 | 0,021 | 0,025 | 0,031 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,021 | 0,025 | 0,031 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 9 | 0,021 | 0,025 | 0,031 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,032 | 0,037 | 0,050 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,041 | 0,046 | 0,055 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,032 | 0,037 | 0,050 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,041 | 0,046 | 0,055 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,041 | 0,046 | 0,055 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 28 | 0,041 | 0,046 | 0,055 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 14 | 0,045 | 0,050 | 0,060 | |
| Cutting values for roughing groove | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,007 | 0,010 | 0,016 |
| 500-850 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,006 | 0,009 | 0,014 |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,006 | 0,009 | 0,014 |
| 700-850 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,006 | 0,009 | 0,014 |
| Tool steels | < 850 N/mm² | E | 20 | 0,006 | 0,009 | 0,014 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,006 | 0,009 | 0,014 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,006 | 0,009 | 0,014 |
| < 850 N/mm² | E | 9 | 0,006 | 0,009 | 0,014 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 138 | 0,008 | 0,014 | 0,021 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 83 | 0,011 | 0,020 | 0,029 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 64 | 0,008 | 0,014 | 0,021 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,011 | 0,020 | 0,029 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,011 | 0,020 | 0,029 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,011 | 0,020 | 0,029 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,011 | 0,020 | 0,029 |
| 650-850 N/mm² | - | 28 | 0,011 | 0,020 | 0,029 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,011 | 0,020 | 0,029 |
| 850-1200 N/mm² | E | 14 | 0,014 | 0,023 | 0,036 | |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 16 to dia. 25 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,053 | 0,067 | 0,083 |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 12 | 0,053 | 0,067 | 0,083 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 182 | 0,085 | 0,107 | 0,133 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 110 | 0,094 | 0,118 | 0,147 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 84 | 0,085 | 0,107 | 0,133 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,094 | 0,118 | 0,147 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,094 | 0,118 | 0,147 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| 650-850 N/mm² | - | 37 | 0,094 | 0,118 | 0,147 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,094 | 0,118 | 0,147 |
| 850-1200 N/mm² | E | 18 | 0,102 | 0,129 | 0,159 | |
Last viewed

Eye bolt with full thread DIN 444, steel 4.6, zinc-plated, blue passivated (A2K), shape LB

SMART STEP EU+ HSS twist drill bit DIN 338

ASME B18.9 cs head no.3 steel GR8 zinc-plated

Hercules S3 safety shoe

Hexagon head serrated screw with flange W-0274, zinc plated 8.8 steel with thick-layer passivation (VZD)

Special cleaning brushes set Made of brass, 4 pieces

Hexagon bolt with thread up to the head DIN 933, A4 80 stainless steel, plain

O-ring, metric

Sanding sponge

Divider assortment with system boxes for system dimensions 12.8