





HSS double angle milling cutter DIN 847
Double angle milling cutter HSS DIN 847 Z20-26 45-90°
PRISMMILCTR-DIN847-HSS-D80,0X60DGR















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3303 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 847 |
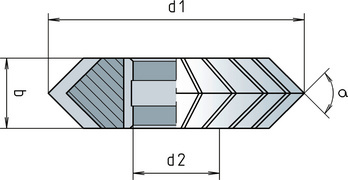
Angle (σ) | 60 Degree |
Diameter (d1 (js16)) | 80 mm |
Cutting width (b) | 18 |
Bore diameter (d2 (H7)) | 27 mm |
Number of cutting edges (Z) | 22 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Cutting values for finishing contour | |||||||
| For dia. 50 to dia. 100 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 50 | Dia. 63 | Dia. 80 | Dia. 100 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | 0,050 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Cast iron | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 |
| Copper, low-alloy | < 350 N/mm² | E | 70 | 0,046 | 0,055 | 0,064 | 0,074 |
| Brass, short-chipping | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| Brass, long-chipping | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| Bronze, short-chipping | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| 650-850 N/mm² | - | 50 | 0,046 | 0,055 | 0,064 | 0,074 | |
| Bronze, long-chipping | < 850 N/mm² | E | 50 | 0,046 | 0,055 | 0,064 | 0,074 |
| 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

FLEXEN® adhesive For FLEXEN® S2 rubber foam heat insulation, rubber foam refrigeration insulation plus, rubber foam refrigeration insulation, PE, PE stable, compact eccentric block

ASSY® 4 COMBI timber screw Steel zinc plated partial thread hexagon head

Flap wheel WSM 617 Klingspor

Wall and ceiling grinder WSS 225-E COMPACT

HSS Performance die For standard metric ISO thread

Hexagon head bolt DIN EN 14399-4, steel 10.9, hot-dip galvanised (hdg), for high-strength structural bolting assembly

Hexagonal nut, imperial

Turbo IS-T intumescent strip as a pipe collar

Flat Washers

HPC solid carbide drill Speeddrill 4.0-Universal, DIN 6537L, long 5xD, 4 drill heels, with internal cooling