





HSS recessed semi-circular profile cutter DIN 856
Semi-circular cutter HSS DIN 856 Z12-14 convex
SEMICRCLCTR-DIN856-CVX-HSS-D50,0XR1,0MM
Art.-no. 5443601301
EAN 4055375882139












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3313 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 856 |
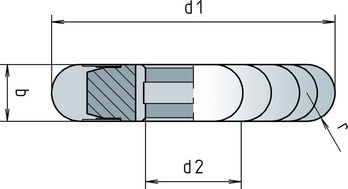
Radius (r (H11)) | 1 mm |
Diameter (d1 (js16)) | 50 mm |
Cutting width (b) | 2 |
Bore diameter (d2 (H7)) | 16 mm |
Number of cutting edges (Z) | 14 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for finishing contour | ||||||
| For dia. 50 to dia. 80 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 50 | Dia. 63 | Dia. 80 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Cast iron | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Slotted set screw with ring cutter DIN 438, plain 14H steel

Twist drill bit HSCo DIN 338 Type RN MFD VARIO

Tension bush

Hexagonal bolt with thread up to the head ISO 4017, silver zinc-nickel plated 10.9 steel (ZNSHR)

Helical insert W.TEC® INSERT COIL Free Running fine thread

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

Knife blade, straight, toothed

Feather key, high shape DIN 6885, steel, plain, shape B

ISO insert holder with P clamping system for DN indexable inserts

Mounting frame set 4 for workbenches