





HSS recessed semi-circular profile cutter DIN 856
Semi-circular cutter HSS DIN 856 Z12-14 convex
SEMICRCLCTR-DIN856-CVX-HSS-D50,0XR2,0MM
Art.-no. 5443601303
EAN 4055375882153












Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3313 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standards | DIN 856 |
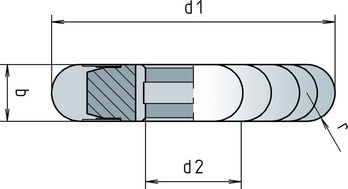
Radius (r (H11)) | 2 mm |
Diameter (d1 (js16)) | 50 mm |
Cutting width (b) | 4 |
Bore diameter (d2 (H7)) | 16 mm |
Number of cutting edges (Z) | 14 PCS |
Cutting material | HSS |
Surface | Plain |
Tolerance of cutting edge diameter | js16 |
Tool holding device | With longitudinal groove DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for finishing contour | ||||||
| For dia. 50 to dia. 80 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 50 | Dia. 63 | Dia. 80 | ||||
| General structural steels | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Carbon steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitriding steels | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Tool steels | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| High-speed steels | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Stainless steels, austenitic | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Special alloys | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Cast iron | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legend | |
| E = emulsion | |
| vc = cutting speed [m/min] | |
| fz = feed per tooth [mm/t] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Reversible blade for screwdriver

Hexagon bolt with thread up to the head ISO 4017, steel, strength class 8.8, zinc-nickel-plated, black (ZNBHL)

ASSY®plus VG 4 CSMP construction screw Steel zinc plated full thread countersunk milling pocket head

Identification rings, PVC

Half face mask Moldex FFA2P3RD 5230

Threaded fitting DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 4.8, blue passivated

Tool head, small design For crimping pliers

Disposable respirator FFP3 Uvex silv-Air 5310+ premium

W-DSD insulation dowel with expansion nail

Countersunk tapping screw shape C with H recessed head DIN 7982, A2 stainless steel, with tip