





Halbrundprofilfräser HSS Hinterdreht DIN 855
Halbrundfräser HSS DIN 855 Z12-14 konkav
HRDFRS-DIN855-KKV-HSS-D80,0XR8,0MM
Art.-Nr. 5443601327
EAN 4055375882290












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3323 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 885 |
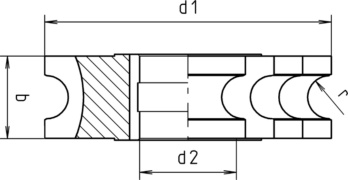
Radius (r (H11)) | 8 mm |
Durchmesser (d1 (js16)) | 80 mm |
Schnittbreite (b) | 32 |
Bohrungsdurchmesser (d2 (H7)) | 27 mm |
Anzahl Schneiden (Z) | 12 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 50 - Ø 80 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 50 | Ø 63 | Ø 80 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Gusseisen | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Winkel 90° reduziert mit Innengewinde EN10242 A1, Temperguss, feuerverzinkt

Sechskantschraube mit Schaft DIN 931, Stahl 10.9, verzinkt Dickschicht passiviert (VZD)

Sechskantschraube mit Schaft SB-GARNITUR DIN EN 15048-1 DIN 7990, Stahl 4.6 feuerverzinkt (TZN)

Winkelschließblech Lang mit Mauerbefestigung

Französisches Kistenband

Zylinderstift gehärtet DIN 6325, Stahl blank

Trapezstellfuss Stahl

Sechskantmutter schwere Ausführung, Zoll ASME B18.2.2, Stahl Grade 2H, feuerverzinkt, UNC (Regelgewinde)

Kronenmutter DIN 935, Stahl 8, verzinkt blau passiviert (A2K)

Spiralbohrer Metall Ruko DIN 338 HSS-G TiAlN