





Halbrundprofilfräser HSS Hinterdreht DIN 856
Halbrundfräser HSS DIN 856 Z12-14 konvex
HRDFRS-DIN856-KVX-HSS-D50,0XR1,6MM
Art.-Nr. 5443601302
EAN 4055375882146












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3313 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 856 |
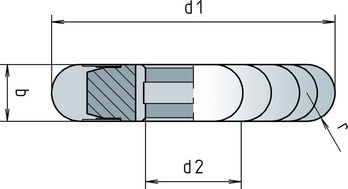
Radius (r (H11)) | 1,6 mm |
Durchmesser (d1 (js16)) | 50 mm |
Schnittbreite (b) | 3.2 |
Bohrungsdurchmesser (d2 (H7)) | 16 mm |
Anzahl Schneiden (Z) | 14 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 50 - Ø 80 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 50 | Ø 63 | Ø 80 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Gusseisen | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

SNAP Markierer

Sechskantmutter niedrige Form DIN 439, Edelstahl A4, blank

Sechskantmutter ISO 4032 Stahl 10, verzinkt blau passiviert (A2K)

Schleifstreifen Gitter / Netz Mirka Abranet

Rohrschelle nach DIN 3567, Form A

Ersatzteil

Senkschraube mit Kreuzschlitz H ISO 7046-2 Stahl 8.8, Zink-Lamelle silber (ZFSHL)

Windeisen DIN 1814 Performance verstellbar

Linsensenk-Blechschraube Form C mit Kreuzschlitz Z DIN 7983, Edelstahl A2 blank, Form C, mit Kreuzschlitz Z.

Gewindestück DIN 976-1 (Form A) mit metrischem ISO-Regelgewinde, Stahl 4.8 verzinkt, blau passiviert