





Halbrundprofilfräser HSS Hinterdreht DIN 856
Halbrundfräser HSS DIN 856 Z12-14 konvex
HRDFRS-DIN856-KVX-HSS-D50,0XR2,0MM
Art.-Nr. 5443601303
EAN 4055375882153












Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3313 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Normen | DIN 856 |
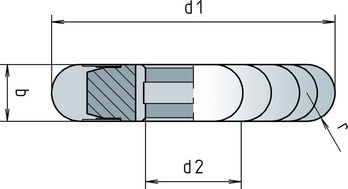
Radius (r (H11)) | 2 mm |
Durchmesser (d1 (js16)) | 50 mm |
Schnittbreite (b) | 4 |
Bohrungsdurchmesser (d2 (H7)) | 16 mm |
Anzahl Schneiden (Z) | 14 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 50 - Ø 80 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 50 | Ø 63 | Ø 80 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 |
| Gusseisen | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Kennzeichnungsringe PVC

Profil-Doppelzylinder EPS

Passkerbstift ISO 8745 Stahl blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt blau passiviert (A2K)

Flachrundschraube mit Vierkantansatz DIN 603, Edelstahl A2, blank

Flachrundschraube mit Schlitz W-0226, Edelstahl A2 blank, mit Schlitz

Spiralbohrer VHM, lang DIN 338

Profil-Knaufzylinder EPS

Halbrundniet DIN 660, Stahl blank

Drahtgewindeeinsatz W.TEC® INSERT COIL Screw Grip