













Kegelsenker EU HSCo 90° DIN 335C
Kegelsenker EU HSCo
SER-KGL-EU-HSCO-90GRD-D20,5MM
Art.-Nr. 0694119020
EAN 4058794439144




Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Extreme Ungleichteilung
- Optimale Oberflächengüte: exaktes, rundes, ratterfreies Senkfräsen
- Schnellere Bearbeitung dank höherer Schnittgeschwindigkeiten
- Deutlich reduzierter Werkzeugverschleiß
- Maximale Laufruhe in allen Materialien
- Wesentlich geringere Vorschubkraft erforderlich
3-Flächen-Schaft
Kein Durchdrehen, ideal geeignet für den Einsatz in Handbohrmaschinen mit Dreibackenfutter
Universell einsetzbar
Aufgrund der speziellen Spitzengeometrie und des HSCo Schneidmaterials können fast alle Werkstoffe bearbeitet werden.
Produktverpackung aus 100 % PCR (recycelter Kunststoff aus Haushaltsabfällen) und zu 100 % recycelbar
Datenblätter(X)

 | |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Sonderlegierung, Harter und zäher Werkstoff, Nichteisenmetall, Kunststoff |
Qualität | ZEBRA-Premium |
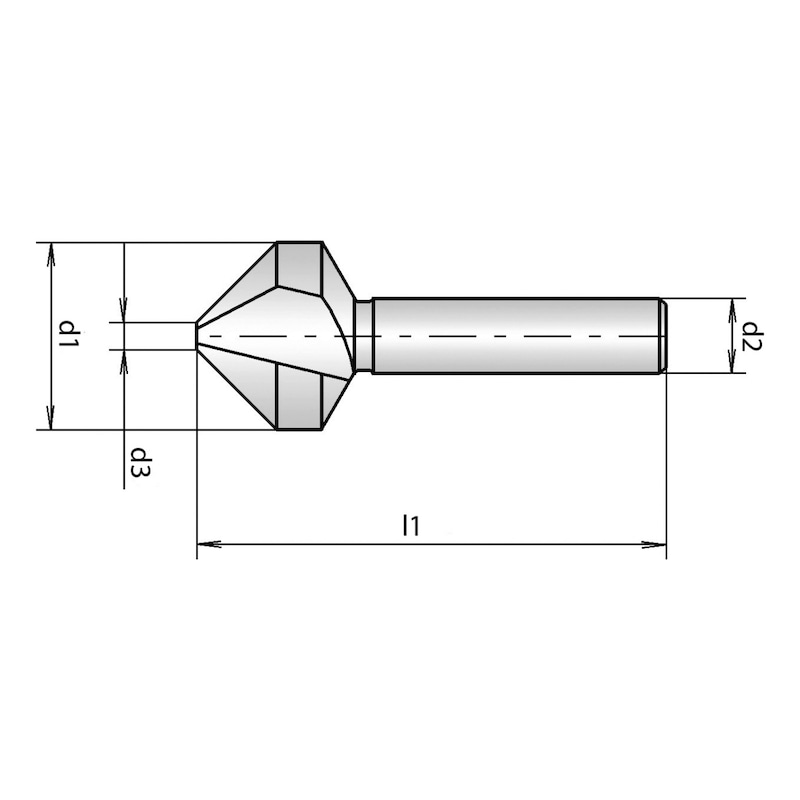
Senkerdurchmesser (d1) | 20,5 mm |
Schaftdurchmesser (d2) | 10 mm |
Spitzendurchmesser (d3) | 3,5 mm |
Länge (l1) | 63 mm |
Anzahl Schneiden (Z) | 3 STK |
Normen | DIN 335 |
Form | C |
Schneidstoff | HSCo |
Senkwinkel | 90 Grad |
Oberfläche | Unbeschichtet |
Schaftform | 3-Flächenschaft |
Standzeit (Punktesystem) | 3 von 4 Punkten |
Senkgeschwindigkeit (Punktesystem) | 3 von 4 Punkten |
Senkgüte (Punktesystem) | 4 von 4 Punkten |
Vielseitigkeit (Punktesystem) | 4 von 4 Punkten |
Senkverhalten (Punktesystem) | 4 von 4 Punkten |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle, Legierte Vergütungsstähle, Nitrierstähle, Werkzeugstähle, Schnellarbeitsstähle, Gusseisen, Kugelgraphit, Temperguss, Hartguss, Rostfreie Stähle geschwefelt, Rostfreie Stähle austenitisch, Rostfreie Stähle martensitisch, Titan, Titanlegierungen, Sonderlegierungen, Hardox, Federstähle, Aluminium Legierungen, Aluminium-Knetlegierungen, Aluminum-Gusslegierungen (>10% Silicium), Aluminum-Gusslegierungen (<10% Silicium), Magnesiumlegierungen, Kupfer, Messing kurzspanend, Messing langspanend, Bronze kurzspanend, Bronze langspanend, Kunststoffe duroplastisch, Kunststoffe thermoplastisch, Kunststoffe aramidfaserverstärkt, Kunststoffe glas-/ kohlefaserverstärkt |
| Zuordnung von Kegelsenkern zu Schraubennormen: | ||
| Kegelsenker-Durchmesser | Für Senkkopfschrauben | Für Senkkopfschrauben |
| DIN EN ISO 10642 (ehemals DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (ehemals DIN 963, 964, 965, 966) | |
| 4,3 mm | M2 | M2 |
| 6,3 mm | M3 | M3 |
| 8,3 mm | M4 | - |
| 10,4 mm | M5 | M4, M5 |
| 12,4 mm | M6 | M6 |
| 16,5 mm | M8 | M8 |
| 20,5 mm | - | M10 |
| 25 mm | M10, M12 | M12 |
| 31 mm | M16 | - |
| 37 mm | M20 | M16 |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub (mm/U) |
| Die empfohlenen Schnittwerte sind Richtwerte und müssen an die jeweiligen Bedingungen angepasst werden. |
| Für Durchm. 16,5 bis 37 | |||||||
| Materialbezeichnung | Zugfestigkeit | vc | f | ||||
| Durchm. 16,5 | Durchm. 20,5 | Durchm. 25 | Durchm. 31 | Durchm. 37 | |||
| Stähle | |||||||
| Herkömmliche Baustähle | ≤ 500 N/mm² | 41 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1000 N/mm² | 39 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Unlegierte Vergütungsstähle | ≤ 700 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 850 N/mm² | 38 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Legierte Vergütungsstähle | ≤ 1000 N/mm² | 31 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 1400 N/mm² | 12 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 | |
| Nitrierstähle | ≤ 1000 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Werkzeugstähle | ≤ 850 N/mm² | 31 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Schnellarbeitsstähle | ≤ 1400 N/mm² | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Gussmetalle | |||||||
| Gusseisen | ≤ 240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Kugelgraphit und Temperguss | ≤ 240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 | |
| Hartguss | ≤ 350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Hochwertige Stähle | |||||||
| Edelstähle, geschwefelt | ≤ 900 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Edelstähle, austenitisch | ≤ 1100 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Edelstähle, martensitisch | ≤ 1200 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| Titan und Titanlegierungen | ≤ 850 N/mm² | 8 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| ≤ 1400 N/mm² | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 | |
| Sonderlegierungen | ≤ 1600 N/mm² | 6 | 0,110 | 0,130 | 0,150 | 0,170 | 0,190 |
| Harte Werkstoffe | |||||||
| Hardox | Hardox 400-500, XAR 320, XAR 400 | 4 | 0,090 | 0,110 | 0,140 | 0,160 | - |
| Federstähle | ≤ 350 HB | 8 | 0,070 | 0,080 | 0,090 | 0,120 | 0,150 |
| NE-Metalle | |||||||
| Aluminium und Aluminiumlegierungen | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Aluminiumknetlegierungen | ≤ 650 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Aluminiumgusslegierungen ≤ 10 % Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Aluminiumgusslegierungen > 10 % Si | ≤ 600 N/mm² | 20 | 0,170 | 0,180 | 0,210 | 0,240 | 0,270 |
| Magnesiumlegierungen | ≤ 400 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Kupfer niedriglegiert | ≤ 500 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Messing kurzspanend | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Messing langspanend | ≤ 600 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Bronze kurzspanend | ≤ 600 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 850 N/mm² | 65 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Bronze langspanend | ≤ 850 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| ≤ 1000 N/mm² | 40 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 | |
| Kunststoffe | |||||||
| Kunststoffe | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 | 0,340 |
| Schnittwerte | |||||||
| Für Durchm. 4,3 bis 12,4 | |||||||
| Materialbezeichnung | Zugfestigkeit | vc | f | ||||
| Durchm. 4,3 | Durchm. 6,3 | Durchm. 8,3 | Durchm. 10,4 | Durchm. 12,4 | |||
| Stähle | |||||||
| Herkömmliche Baustähle | ≤ 500 N/mm² | 41 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1000 N/mm² | 39 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Unlegierte Vergütungsstähle | ≤ 700 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 38 | 0,110 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Legierte Vergütungsstähle | ≤ 1000 N/mm² | 31 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1400 N/mm² | 12 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitrierstähle | ≤ 1000 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Werkzeugstähle | ≤ 850 N/mm² | 31 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Schnellarbeitsstähle | ≤ 1400 N/mm² | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Gussmetalle | |||||||
| Gusseisen | ≤ 240 HB | 19 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Kugelgraphit und Temperguss | ≤ 240 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Hartguss | ≤ 350 HB | 12 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Hochwertige Stähle | |||||||
| Edelstähle, geschwefelt | ≤ 900 N/mm² | 8 | 0,060 | 0,068 | 0,081 | 0,090 | 0,100 |
| Edelstähle, austenitisch | ≤ 1100 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Edelstähle, martensitisch | ≤ 1200 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| Titan und Titanlegierungen | ≤ 850 N/mm² | 8 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1400 N/mm² | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Sonderlegierungen | ≤ 1600 N/mm² | 6 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 |
| Harte Werkstoffe | |||||||
| Hardox | Hardox 400-500, XAR 320, XAR 400 | 4 | - | 0,070 | 0,080 | 0,080 | 0,090 |
| Federstähle | ≤ 350 HB | 8 | 0,030 | 0,040 | 0,050 | 0,060 | 0,060 |
| NE-Metalle | |||||||
| Aluminium und Aluminiumlegierungen | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Aluminiumknetlegierungen | ≤ 650 N/mm² | 50 | 0,140 | 0,150 | 0,162 | 0,170 | 0,190 |
| Aluminiumgusslegierungen ≤ 10 % Si | ≤ 600 N/mm² | 30 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Aluminiumgusslegierungen > 10 % Si | ≤ 600 N/mm² | 20 | 0,110 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesiumlegierungen | ≤ 400 N/mm² | 70 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Kupfer niedriglegiert | ≤ 500 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Messing kurzspanend | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Messing langspanend | ≤ 600 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze kurzspanend | ≤ 600 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 65 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze langspanend | ≤ 850 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 40 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Kunststoffe | |||||||
| Kunststoffe | ≤ 150 N/mm² | 30 | 0,140 | 0,150 | 0,160 | 0,170 | 0,190 |
RAL Farbwert auswählen
ACHTUNG: Die Bildschirmdarstellung der Farbe weicht vom wirklichen Farbton ab!
Zuletzt angesehen

Innenverkleidungsclip geöffnet

Werkzeugkopf kleine Bauform für Crimpzange

Sicherheitssandale S1 Steitz VD PRO 1000 ESD

Frässtift Ruko Hartmetall Frässtift Form D Kugel (KUD) blank

HPC-Vollhartmetallbohrer Speeddrill 4.0-Universal, DIN 6537K, kurz 3xD, 4 Führungsfasen, mit Innenkühlung

Sicherheitssandale S1P Uvex2 Xenova® 9553

ASSY® 4 COMBI T Transportankerschraube Stahl verzinkt Teilgewinde Sechskantkopf

Arbeitsmantel Planam MG 290

Arbeitsjacke Planam Kontrast Softshelljacke

Spannzange für biegsame Welle