





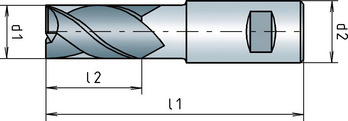
Langlochfräser HSCo8, kurz, Zweischneider, zentrumschneidend DIN 327D
Langlochfräser HSCo8 kurz DIN327D Z2 1xD N TiAlN
LNGLOFRS-DIN327D-HSCO8-TN-D7,0MM
Art.-Nr. 5443600061
EAN 4055375873090





















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 1027 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium, Kunststoff |
Durchmesser (d1) | 7 mm |
Schaftdurchmesser (d2) | 10 mm |
Länge (l1) | 60 mm |
Schneidenlänge (l2) | 10 mm |
Anzahl Schneiden (Z) | 2 STK |
Normen | DIN 327 |
Baulänge | Kurz |
Schaftform | Zylindrisch DIN 1835-B |
Typ | N |
Schneidstoff | HSCo8 |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium, Kunststoffe |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,031 | 0,037 | 0,050 | 0,063 |
| 500-850 N/mm² | E | 37 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,027 | 0,032 | 0,044 | 0,056 |
| 850-1000 N/mm² | E | 37 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,027 | 0,032 | 0,044 | 0,056 |
| 700-850 N/mm² | E | 32 | 0,027 | 0,032 | 0,044 | 0,056 | |
| 850-1000 N/mm² | E | 24 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,027 | 0,032 | 0,044 | 0,056 |
| 1000-1200 N/mm² | E | 23 | 0,031 | 0,037 | 0,050 | 0,063 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,027 | 0,032 | 0,044 | 0,056 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,027 | 0,032 | 0,044 | 0,056 |
| 1000-1200 N/mm² | E | 24 | 0,031 | 0,037 | 0,050 | 0,063 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,027 | 0,032 | 0,044 | 0,056 |
| 1000-1200 N/mm² | E | 19 | 0,031 | 0,037 | 0,050 | 0,063 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,027 | 0,032 | 0,044 | 0,056 |
| 850-1100 N/mm² | E | 17 | 0,031 | 0,037 | 0,050 | 0,063 | |
| 1100-1400 N/mm² | E | 15 | 0,031 | 0,037 | 0,050 | 0,063 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,031 | 0,037 | 0,050 | 0,063 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,031 | 0,037 | 0,050 | 0,063 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,031 | 0,037 | 0,050 | 0,063 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,027 | 0,032 | 0,044 | 0,056 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,027 | 0,032 | 0,044 | 0,056 |
| < 850 N/mm² | E | 10 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,031 | 0,037 | 0,050 | 0,063 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,031 | 0,037 | 0,050 | 0,063 |
| Gusseisen | < 180 HB | - | 35 | 0,027 | 0,032 | 0,044 | 0,056 |
| > 180 HB | - | 27 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,027 | 0,032 | 0,044 | 0,056 |
| > 260 HB | E | 15 | 0,027 | 0,032 | 0,044 | 0,056 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,031 | 0,037 | 0,050 | 0,063 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 117 | 0,041 | 0,049 | 0,071 | 0,089 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 70 | 0,057 | 0,062 | 0,078 | 0,099 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 75 | 0,041 | 0,049 | 0,071 | 0,089 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 53 | 0,057 | 0,062 | 0,078 | 0,099 |
| Messing, kurzspanend | < 600 N/mm² | - | 53 | 0,057 | 0,062 | 0,078 | 0,099 |
| Messing, langspanend | < 600 N/mm² | - | 48 | 0,057 | 0,062 | 0,078 | 0,099 |
| Bronze, kurzspanend | < 600 N/mm² | - | 48 | 0,057 | 0,062 | 0,078 | 0,099 |
| 650-850 N/mm² | - | 37 | 0,057 | 0,062 | 0,078 | 0,099 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,057 | 0,062 | 0,078 | 0,099 |
| 850-1200 N/mm² | E | 24 | 0,070 | 0,069 | 0,085 | 0,107 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 2 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,005 | 0,009 | 0,017 | 0,023 |
| 500-850 N/mm² | E | 37 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,005 | 0,007 | 0,014 | 0,020 |
| 850-1000 N/mm² | E | 37 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,005 | 0,007 | 0,014 | 0,020 |
| 700-850 N/mm² | E | 32 | 0,005 | 0,007 | 0,014 | 0,020 | |
| 850-1000 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,005 | 0,007 | 0,014 | 0,020 |
| 1000-1200 N/mm² | E | 23 | 0,005 | 0,009 | 0,017 | 0,023 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,005 | 0,007 | 0,014 | 0,020 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,005 | 0,007 | 0,014 | 0,020 |
| 1000-1200 N/mm² | E | 24 | 0,005 | 0,009 | 0,017 | 0,023 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,005 | 0,007 | 0,014 | 0,020 |
| 1000-1200 N/mm² | E | 19 | 0,005 | 0,009 | 0,017 | 0,023 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,005 | 0,007 | 0,014 | 0,020 |
| 850-1100 N/mm² | E | 17 | 0,005 | 0,009 | 0,017 | 0,023 | |
| 1100-1400 N/mm² | E | 15 | 0,005 | 0,009 | 0,017 | 0,023 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,005 | 0,009 | 0,017 | 0,023 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,005 | 0,009 | 0,017 | 0,023 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,005 | 0,007 | 0,014 | 0,020 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,005 | 0,007 | 0,014 | 0,020 |
| < 850 N/mm² | E | 10 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,005 | 0,009 | 0,017 | 0,023 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,005 | 0,009 | 0,017 | 0,023 |
| Gusseisen | < 180 HB | - | 35 | 0,005 | 0,007 | 0,014 | 0,020 |
| > 180 HB | - | 27 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,005 | 0,007 | 0,014 | 0,020 |
| > 260 HB | E | 15 | 0,005 | 0,007 | 0,014 | 0,020 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,005 | 0,009 | 0,017 | 0,023 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 117 | 0,007 | 0,010 | 0,020 | 0,032 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 70 | 0,010 | 0,014 | 0,027 | 0,045 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 75 | 0,007 | 0,010 | 0,020 | 0,032 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 53 | 0,010 | 0,014 | 0,027 | 0,045 |
| Messing, kurzspanend | < 600 N/mm² | - | 53 | 0,010 | 0,014 | 0,027 | 0,045 |
| Messing, langspanend | < 600 N/mm² | - | 48 | 0,010 | 0,014 | 0,027 | 0,045 |
| Bronze, kurzspanend | < 600 N/mm² | - | 48 | 0,010 | 0,014 | 0,027 | 0,045 |
| 650-850 N/mm² | - | 37 | 0,010 | 0,014 | 0,027 | 0,045 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,010 | 0,014 | 0,027 | 0,045 |
| 850-1200 N/mm² | E | 24 | 0,010 | 0,018 | 0,034 | 0,053 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 68 | 0,016 | 0,022 | 0,035 | 0,044 |
| 500-850 N/mm² | E | 57 | 0,014 | 0,019 | 0,031 | 0,039 | |
| Automatenstähle | < 850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,042 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Federstähle | < 1200 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| < 850 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 |
| Sonderlegierungen | < 1200 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Gusseisen | < 180 HB | - | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| > 180 HB | - | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| > 260 HB | E | 38 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,035 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 600 | 0,021 | 0,029 | 0,037 | 0,050 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 180 | 0,029 | 0,036 | 0,046 | 0,055 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 600 | 0,021 | 0,029 | 0,037 | 0,050 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 180 | 0,029 | 0,036 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 120 | 0,029 | 0,036 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 0,029 | 0,036 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 98 | 0,036 | 0,041 | 0,050 | 0,060 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 2 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 68 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500-850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Automatenstähle | < 850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700-850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850-1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1100 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100-1400 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 |
| Sonderlegierungen | < 1200 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Gusseisen | < 180 HB | - | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 600 | 0,004 | 0,006 | 0,008 | 0,014 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 180 | 0,006 | 0,008 | 0,011 | 0,020 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 600 | 0,004 | 0,006 | 0,008 | 0,014 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 180 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, kurzspanend | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, langspanend | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronze, kurzspanend | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650-850 N/mm² | - | 120 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronze, langspanend | < 850 N/mm² | E | 120 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850-1200 N/mm² | E | 98 | 0,006 | 0,011 | 0,014 | 0,023 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 10 - Ø 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,016 | 0,025 | 0,028 | 0,035 |
| 500-850 N/mm² | E | 37 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1000 N/mm² | E | 37 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,014 | 0,021 | 0,025 | 0,031 |
| 700-850 N/mm² | E | 32 | 0,014 | 0,021 | 0,025 | 0,031 | |
| 850-1000 N/mm² | E | 24 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 23 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,014 | 0,021 | 0,025 | 0,031 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 24 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,014 | 0,021 | 0,025 | 0,031 |
| 1000-1200 N/mm² | E | 19 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,014 | 0,021 | 0,025 | 0,031 |
| 850-1100 N/mm² | E | 17 | 0,016 | 0,025 | 0,028 | 0,035 | |
| 1100-1400 N/mm² | E | 15 | 0,016 | 0,025 | 0,028 | 0,035 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,016 | 0,025 | 0,028 | 0,035 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,016 | 0,025 | 0,028 | 0,035 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,016 | 0,025 | 0,028 | 0,035 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,014 | 0,021 | 0,025 | 0,031 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,014 | 0,021 | 0,025 | 0,031 |
| < 850 N/mm² | E | 10 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,016 | 0,025 | 0,028 | 0,035 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,016 | 0,025 | 0,028 | 0,035 |
| Gusseisen | < 180 HB | - | 35 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 180 HB | - | 27 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,014 | 0,021 | 0,025 | 0,031 |
| > 260 HB | E | 15 | 0,014 | 0,021 | 0,025 | 0,031 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,016 | 0,025 | 0,028 | 0,035 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 117 | 0,021 | 0,032 | 0,037 | 0,050 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 70 | 0,029 | 0,041 | 0,046 | 0,055 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 75 | 0,021 | 0,032 | 0,037 | 0,050 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 53 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, kurzspanend | < 600 N/mm² | - | 53 | 0,029 | 0,041 | 0,046 | 0,055 |
| Messing, langspanend | < 600 N/mm² | - | 48 | 0,029 | 0,041 | 0,046 | 0,055 |
| Bronze, kurzspanend | < 600 N/mm² | - | 48 | 0,029 | 0,041 | 0,046 | 0,055 |
| 650-850 N/mm² | - | 37 | 0,029 | 0,041 | 0,046 | 0,055 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,029 | 0,041 | 0,046 | 0,055 |
| 850-1200 N/mm² | E | 24 | 0,036 | 0,045 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 2 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500-850 N/mm² | E | 37 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Automatenstähle | < 850 N/mm² | E | 40 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1000 N/mm² | E | 37 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 37 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700-850 N/mm² | E | 32 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850-1000 N/mm² | E | 24 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 24 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 32 | 0,003 | 0,004 | 0,006 | 0,009 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 27 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 24 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitrierstähle | < 1000 N/mm² | E | 23 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000-1200 N/mm² | E | 19 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Werkzeugstähle | < 850 N/mm² | E | 20 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850-1100 N/mm² | E | 17 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100-1400 N/mm² | E | 15 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,003 | 0,005 | 0,007 | 0,010 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 10 | 0,003 | 0,005 | 0,007 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,003 | 0,005 | 0,007 | 0,010 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 16 | 0,003 | 0,004 | 0,006 | 0,009 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 13 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 10 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 8 | 0,003 | 0,005 | 0,007 | 0,010 |
| Sonderlegierungen | < 1200 N/mm² | E | 5 | 0,003 | 0,005 | 0,007 | 0,010 |
| Gusseisen | < 180 HB | - | 35 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 27 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 21 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 15 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,003 | 0,005 | 0,007 | 0,010 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 117 | 0,004 | 0,006 | 0,008 | 0,014 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 70 | 0,006 | 0,008 | 0,011 | 0,020 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 75 | 0,004 | 0,006 | 0,008 | 0,014 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 53 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, kurzspanend | < 600 N/mm² | - | 53 | 0,006 | 0,008 | 0,011 | 0,020 |
| Messing, langspanend | < 600 N/mm² | - | 48 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronze, kurzspanend | < 600 N/mm² | - | 48 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650-850 N/mm² | - | 37 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronze, langspanend | < 850 N/mm² | E | 30 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850-1200 N/mm² | E | 24 | 0,006 | 0,011 | 0,014 | 0,023 | |
Zuletzt angesehen

Schlosserhammer mit Kunststoffstiel

Profil-Knaufzylinder 3KS Plus für gleichschließende Profilzylinder in Erstausstattung

Gewindestück DIN 976 Stahl 4.8 blank Form A

Sicherheitshalbschuh S3 Uvex2 Xenova® 9506

Atemschutzpaket SR 700/SR 200 Sundström H06-7110

Malerspachtel aus biegsamen, hochwertigen Stahl (konisch geschliffen)

Spenglerdichtschraube Edelstahl A2 verkupfert

Senkschraube mit Innensechskant ISO 10642, Stahl 08.8, blank

Aspen Softshelljacke

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Edelstahl A4 21H, blank