





Machine tap Speedtap 4.0-Uni/Inox, spiral-fluted For metric ISO fine thread DIN 13
HSS/PM ST4.0 Uni DIN 374 6HX spiral grooved HD
MATAP-GRNDHO-ST4-HSCOPM-UNI-HD-MF12X1,5


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 4619 |
Thread type | Metric fine thread |
Material to be processed | Steel, Cast metal, Stainless steel, Non-ferrous metal |
Hole type | Blind hole ≤ 3xD |
Thread type x nominal diameter | MF12 |
Pitch | 1.5 mm |
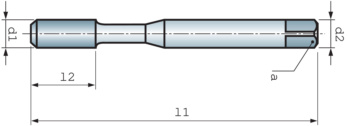
Length (l1) | 100 mm |
Thread length (l2) | 14 mm |
Shank diameter (d2) | 9 mm |
Size of square (a) | 7 mm |
Core hole diameter | 10.5 mm |
Number of teeth | 4 PCS |
Cutting material | HSCo-PM |
Standards | DIN 374 |
Surface | HARODUR |
Form | C |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Twist angle | 50° (right) |
Coolant supply | External |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = rotation speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for Speedtap 4.0 thread tools | ||||||
| For MF20x1.5 | ||||||
| Material designation | Tensile strength | MF20x1.5 | ||||
| vc | n | f | ||||
| from | to | from | to | |||
| Steels | < 400 N/mm² | 15 | 26 | 239 | 414 | 1,5 |
| Steels | < 850 N/mm² | 15 | 26 | 239 | 414 | 1,5 |
| Steels | < 1100 N/mm² | 15 | 26 | 239 | 414 | 1,5 |
| Steels | < 1300 N/mm² | 12 | 15 | 191 | 239 | 1,5 |
| Grey cast iron, malleable iron | 12 | 22 | 191 | 350 | 1,5 | |
| Stainless steels | < 850 N/mm² | 8 | 15 | 127 | 239 | 1,5 |
| Stainless steels | > 850 N/mm² | 8 | 15 | 127 | 239 | 1,5 |
| Titanium, titanium alloys | 3 | 5 | 48 | 80 | 1,5 | |
| Copper, brass | 8 | 15 | 127 | 239 | 1,5 | |
| Aluminium | 18 | 22 | 286 | 350 | 1,5 | |
| Plastics | 26 | 50 | 414 | 796 | 1,5 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For MF8x1-M10x1.25 | ||||||||||||
| Material designation | Tensile strength | MF8x1 | MF10x1 | MF10x1.25 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 15 | 26 | 597 | 1035 | 1 | 477 | 828 | 1 | 477 | 828 | 1,25 |
| Steels | < 850 N/mm² | 15 | 26 | 597 | 1035 | 1 | 477 | 828 | 1 | 477 | 828 | 1,25 |
| Steels | < 1100 N/mm² | 15 | 26 | 597 | 1035 | 1 | 477 | 828 | 1 | 477 | 828 | 1,25 |
| Steels | < 1300 N/mm² | 12 | 15 | 477 | 597 | 1 | 382 | 477 | 1 | 382 | 477 | 1,25 |
| Grey cast iron, malleable iron | 12 | 22 | 477 | 875 | 1 | 382 | 700 | 1 | 382 | 700 | 1,25 | |
| Stainless steels | < 850 N/mm² | 8 | 15 | 318 | 597 | 1 | 255 | 477 | 1 | 255 | 477 | 1,25 |
| Stainless steels | > 850 N/mm² | 8 | 15 | 318 | 597 | 1 | 255 | 477 | 1 | 255 | 477 | 1,25 |
| Titanium, titanium alloys | 3 | 5 | 119 | 199 | 1 | 95 | 159 | 1 | 95,0 | 159 | 1,25 | |
| Copper, brass | 8 | 15 | 318 | 597 | 1 | 255 | 477 | 1 | 255 | 477 | 1,25 | |
| Aluminium | 18 | 22 | 716 | 875 | 1 | 573 | 700 | 1 | 573 | 700 | 1,25 | |
| Plastics | 26 | 50 | 1035 | 1989 | 1 | 828 | 1592 | 1 | 828 | 1592 | 1,25 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For MF14x1.5-M18x1.5 | ||||||||||||
| Material designation | Tensile strength | MF14x1.5 | MF16x1.5 | MF18x1.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 15 | 26 | 341 | 591 | 1,5 | 298 | 517 | 1,5 | 265 | 460 | 1,5 |
| Steels | < 850 N/mm² | 15 | 26 | 341 | 591 | 1,5 | 298 | 517 | 1,5 | 265 | 460 | 1,5 |
| Steels | < 1100 N/mm² | 15 | 26 | 341 | 591 | 1,5 | 298 | 517 | 1,5 | 265 | 460 | 1,5 |
| Steels | < 1300 N/mm² | 12 | 15 | 273 | 341 | 1,5 | 239 | 298 | 1,5 | 212 | 265 | 1,5 |
| Grey cast iron, malleable iron | 12 | 22 | 273 | 500 | 1,5 | 239 | 438 | 1,5 | 212 | 389 | 1,5 | |
| Stainless steels | < 850 N/mm² | 8 | 15 | 182 | 341 | 1,5 | 159 | 298 | 1,5 | 141 | 265 | 1,5 |
| Stainless steels | > 850 N/mm² | 8 | 15 | 182 | 341 | 1,5 | 159 | 298 | 1,5 | 141 | 265 | 1,5 |
| Titanium, titanium alloys | 3 | 5 | 69 | 114 | 1,5 | 60 | 100 | 1,5 | 53 | 89 | 1,5 | |
| Copper, brass | 8 | 15 | 182 | 341 | 1,5 | 159 | 298 | 1,5 | 141 | 265 | 1,5 | |
| Aluminium | 18 | 22 | 409 | 500 | 1,5 | 358 | 438 | 1,5 | 318 | 389 | 1,5 | |
| Plastics | 26 | 50 | 591 | 1137 | 1,5 | 517 | 995 | 1,5 | 460 | 884 | 1,5 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For MF12x1-M12x1.5 | ||||||||||||
| Material designation | Tensile strength | MF12x1 | MF12x1.25 | MF12x1.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 15 | 26 | 398 | 690 | 1 | 398 | 690 | 1,25 | 398 | 690 | 1,5 |
| Steels | < 850 N/mm² | 15 | 26 | 398 | 690 | 1 | 398 | 690 | 1,25 | 398 | 690 | 1,5 |
| Steels | < 1100 N/mm² | 15 | 26 | 398 | 690 | 1 | 398 | 690 | 1,25 | 398 | 690 | 1,5 |
| Steels | < 1300 N/mm² | 12 | 15 | 318 | 398 | 1 | 318 | 398 | 1,25 | 318 | 398 | 1,5 |
| Grey cast iron, malleable iron | 12 | 22 | 318 | 584 | 1 | 318 | 584 | 1,25 | 318 | 584 | 1,5 | |
| Stainless steels | < 850 N/mm² | 8 | 15 | 212 | 398 | 1 | 212 | 398 | 1,25 | 212 | 398 | 1,5 |
| Stainless steels | > 850 N/mm² | 8 | 15 | 212 | 398 | 1 | 212 | 398 | 1,25 | 212 | 398 | 1,5 |
| Titanium, titanium alloys | 3 | 5 | 80,00 | 133 | 1 | 80 | 133 | 1,25 | 80 | 133 | 1,5 | |
| Copper, brass | 8 | 15 | 212 | 398 | 1 | 212 | 398 | 1,25 | 212 | 398 | 1,5 | |
| Aluminium | 18 | 22 | 477 | 584 | 1 | 477 | 584 | 1,25 | 477 | 584 | 1,5 | |
| Plastics | 26 | 50 | 690 | 1326 | 1 | 690 | 1326 | 1,25 | 690 | 1326 | 1,5 | |
Last viewed

Countersunk slotted head screw, Z DIN 965, steel 4.8, plain

Clamping pin/clamping sleeve, slotted, heavy-duty design ISO 8752 spring steel plain

Safety boots, S3

Safety chain

Hexagonal bolt with shank

Hexagonal bolt with shank

Paper bag holder For ETS150/ESS115

Double-end box wrench, extra long

Universal twin-arm external and internal extractor

Hand saw