



Machine tap Speedtap 4.0-Uni/Inox, straight grooved For metric ISO thread DIN 13
HSCo-PM Uni DIN371/376 6HX str. grooved HARODUR
MATAP-THRGHO-ST4.0-HSCOPM-371-UNI-HD-M10
Art.-no. 5443710408
EAN 4062856188000
















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 4608 |
Thread type | Metric thread |
Material to be processed | Steel, Cast metal, Stainless steel, Non-ferrous metal |
Hole type | Clearance hole ≤ 3xD |
Thread type x nominal diameter | M10 |
Pitch | 1.5 mm |
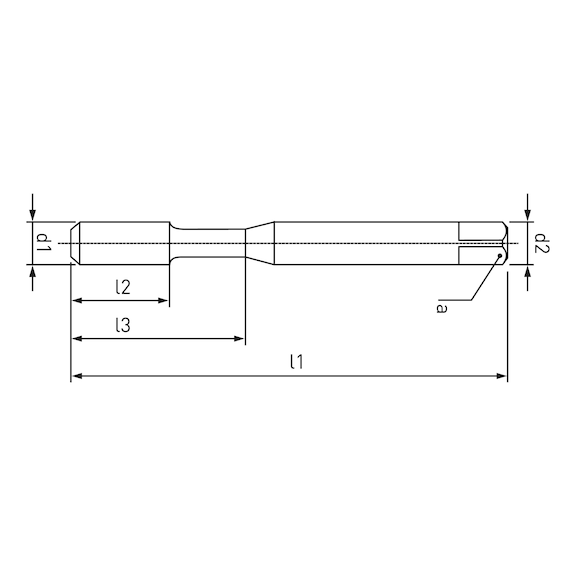
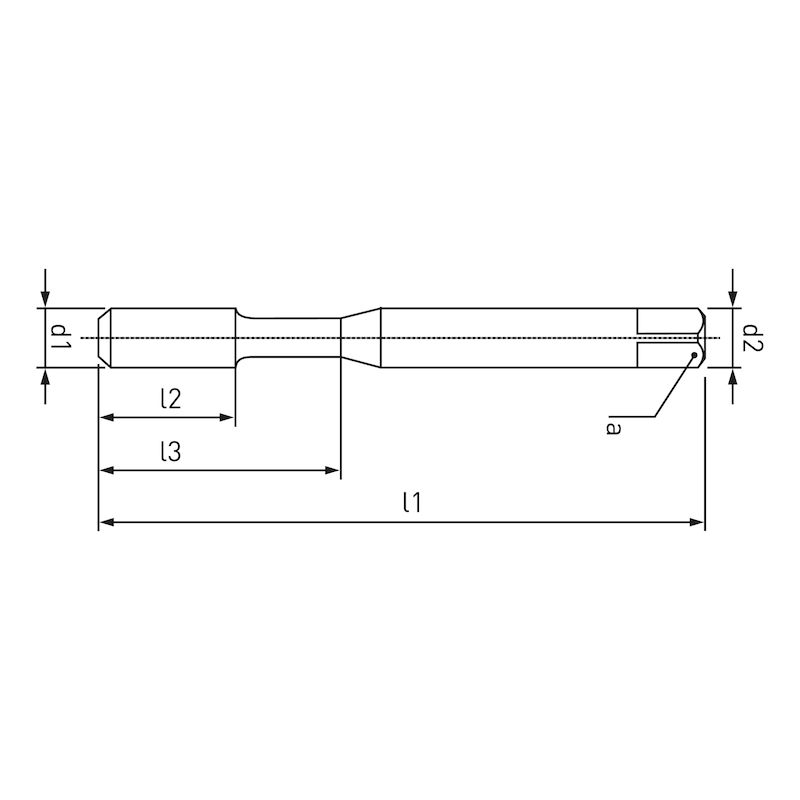
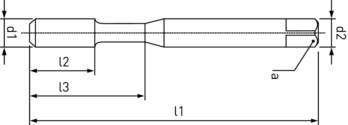
Length (l1) | 100 mm |
Thread length (l2) | 24 mm |
Effective length (l3) | 39 mm |
Shank diameter (d2) | 10 mm |
Size of square (a) | 8.0 mm |
Core hole diameter | 8.5 mm |
Number of teeth | 3 PCS |
Cutting material | HSCo-PM |
Standards | DIN 371 |
Surface | HARODUR |
Form | B |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Coolant supply | External |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Key | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = rotation speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For M2-M3 | ||||||||||||
| Material designation | Tensile strength | M2 | M2.5 | M3 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 22 | 32 | 3501 | 5093 | 0,4 | 2801 | 4074 | 0,45 | 2334 | 3395 | 0,5 |
| Steels | < 850 N/mm² | 22 | 32 | 3501 | 5093 | 0,4 | 2801 | 4074 | 0,45 | 2334 | 3395 | 0,5 |
| Steels | < 1100 N/mm² | 22 | 32 | 3501 | 5093 | 0,4 | 2801 | 4074 | 0,45 | 2334 | 3395 | 0,5 |
| Steels | < 1300 N/mm² | 18 | 25 | 2865 | 3979 | 0,4 | 2292 | 3183 | 0,45 | 1910 | 2653 | 0,5 |
| Grey cast iron, malleable iron | 15 | 26 | 2387 | 4138 | 0,4 | 1910 | 3310 | 0,45 | 1592 | 2759 | 0,5 | |
| Stainless steels | < 850 N/mm² | 15 | 20 | 2387 | 3183 | 0,4 | 1910 | 2546 | 0,45 | 1592 | 2122 | 0,5 |
| Stainless steels | > 850 N/mm² | 15 | 20 | 2387 | 3183 | 0,4 | 1910 | 2546 | 0,45 | 1592 | 2122 | 0,5 |
| Titanium, titanium alloys | 5 | 8 | 800 | 1273 | 0,4 | 637 | 1018 | 0,45 | 531,0 | 849 | 0,5 | |
| Copper, brass | 10 | 18 | 1592 | 2865 | 0,4 | 1273 | 2292 | 0,45 | 1061 | 1910 | 0,5 | |
| Aluminium | 18 | 26 | 2865 | 4138 | 0,4 | 2292 | 3310 | 0,45 | 1910 | 2759 | 0,5 | |
| Plastics | 32 | 60 | 5093 | 9549 | 0,4 | 4074 | 7639 | 0,45 | 3395 | 6366 | 0,5 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For M24-M30 | ||||||||||||
| Material designation | Tensile strength | M24 | M27 | M30 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 22 | 32 | 292 | 424 | 3 | 259 | 377 | 3 | 233 | 340 | 3,5 |
| Steels | < 850 N/mm² | 22 | 32 | 292 | 424 | 3 | 259 | 377 | 3 | 233 | 340 | 3,5 |
| Steels | < 1100 N/mm² | 22 | 32 | 292 | 424 | 3 | 259 | 377 | 3 | 233 | 340 | 3,5 |
| Steels | < 1300 N/mm² | 18 | 25 | 239 | 332 | 3 | 212 | 295 | 3 | 191 | 265 | 3,5 |
| Grey cast iron, malleable iron | 15 | 26 | 199 | 345 | 3 | 177 | 307 | 3 | 159 | 276 | 3,5 | |
| Stainless steels | < 850 N/mm² | 15 | 20 | 199 | 265 | 3 | 177 | 236 | 3 | 159 | 212 | 3,5 |
| Stainless steels | > 850 N/mm² | 15 | 20 | 199 | 265 | 3 | 177 | 236 | 3 | 159 | 212 | 3,5 |
| Titanium, titanium alloys | 5 | 8 | 66 | 106 | 3 | 59 | 94 | 3 | 53 | 85 | 3,5 | |
| Copper, brass | 10 | 18 | 133 | 239 | 3 | 118 | 212 | 3 | 106 | 191 | 3,5 | |
| Aluminium | 18 | 26 | 239 | 345 | 3 | 212 | 307 | 3 | 191 | 276 | 3,5 | |
| Plastics | 32 | 60 | 424 | 796 | 3 | 377 | 707 | 3 | 340 | 637 | 3,5 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For M14-M20 | ||||||||||||
| Material designation | Tensile strength | M14 | M16 | M20 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 22 | 32 | 500 | 728 | 2 | 438 | 637 | 2 | 350 | 509 | 2,5 |
| Steels | < 850 N/mm² | 22 | 32 | 500 | 728 | 2 | 438 | 637 | 2 | 350 | 509 | 2,5 |
| Steels | < 1100 N/mm² | 22 | 32 | 500 | 728 | 2 | 438 | 637 | 2 | 350 | 509 | 2,5 |
| Steels | < 1300 N/mm² | 18 | 25 | 409 | 568 | 2 | 358 | 497 | 2 | 286 | 398 | 2,5 |
| Grey cast iron, malleable iron | 15 | 26 | 341 | 591 | 2 | 298 | 517 | 2 | 239 | 414 | 2,5 | |
| Stainless steels | < 850 N/mm² | 15 | 20 | 341 | 455 | 2 | 298 | 398 | 2 | 239 | 318 | 2,5 |
| Stainless steels | > 850 N/mm² | 15 | 20 | 341 | 455 | 2 | 298 | 398 | 2 | 239 | 318 | 2,5 |
| Titanium, titanium alloys | 5 | 8 | 114 | 182 | 2 | 100 | 159 | 2 | 80 | 127 | 2,5 | |
| Copper, brass | 10 | 18 | 227 | 409 | 2 | 199 | 358 | 2 | 159 | 286 | 2,5 | |
| Aluminium | 18 | 26 | 409 | 591 | 2 | 358 | 517 | 2 | 286 | 414 | 2,5 | |
| Plastics | 32 | 60 | 728 | 1364 | 2 | 637 | 1194 | 2 | 509 | 955 | 2,5 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For M8-M12 | ||||||||||||
| Material designation | Tensile strength | M8 | M10 | M12 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 22 | 32 | 875 | 1273 | 1,25 | 700 | 1019 | 1,5 | 584 | 849 | 1,75 |
| Steels | < 850 N/mm² | 22 | 32 | 875 | 1273 | 1,25 | 700 | 1019 | 1,5 | 584 | 849 | 1,75 |
| Steels | < 1100 N/mm² | 22 | 32 | 875 | 1273 | 1,25 | 700 | 1019 | 1,5 | 584 | 849 | 1,75 |
| Steels | < 1300 N/mm² | 18 | 25 | 716 | 995 | 1,25 | 573 | 796 | 1,5 | 477 | 663 | 1,75 |
| Grey cast iron, malleable iron | 15 | 26 | 597 | 1035 | 1,25 | 477 | 828 | 1,5 | 398 | 690 | 1,75 | |
| Stainless steels | < 850 N/mm² | 15 | 20 | 597 | 796 | 1,25 | 477 | 637 | 1,5 | 398 | 531 | 1,75 |
| Stainless steels | > 850 N/mm² | 15 | 20 | 597 | 796 | 1,25 | 477 | 637 | 1,5 | 398 | 531 | 1,75 |
| Titanium, titanium alloys | 5 | 8 | 199 | 318 | 1,25 | 159 | 254 | 1,5 | 133 | 212 | 1,75 | |
| Copper, brass | 10 | 18 | 398 | 716 | 1,25 | 318 | 573 | 1,5 | 265 | 477 | 1,75 | |
| Aluminium | 18 | 26 | 716 | 1035 | 1,25 | 573 | 828 | 1,5 | 477 | 690 | 1,75 | |
| Plastics | 32 | 60 | 1273 | 2387 | 1,25 | 1019 | 1910 | 1,5 | 849 | 1592 | 1,75 | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||||
| For M4-M6 | ||||||||||||
| Material designation | Tensile strength | M4 | M5 | M6 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 22 | 32 | 1751 | 2546 | 0,7 | 1401 | 2037 | 0,8 | 1167 | 1698 | 1 |
| Steels | < 850 N/mm² | 22 | 32 | 1751 | 2546 | 0,7 | 1401 | 2037 | 0,8 | 1167 | 1698 | 1 |
| Steels | < 1100 N/mm² | 22 | 32 | 1751 | 2546 | 0,7 | 1401 | 2037 | 0,8 | 1167 | 1698 | 1 |
| Steels | < 1300 N/mm² | 18 | 25 | 1432 | 1989 | 0,7 | 1146 | 1592 | 0,8 | 955 | 1326 | 1 |
| Grey cast iron, malleable iron | 15 | 26 | 1194 | 2069 | 0,7 | 955 | 1655 | 0,8 | 796 | 1379 | 1 | |
| Stainless steels | < 850 N/mm² | 15 | 20 | 1194 | 1592 | 0,7 | 955 | 1273 | 0,8 | 796 | 1061 | 1 |
| Stainless steels | > 850 N/mm² | 15 | 20 | 1194 | 1592 | 0,7 | 955 | 1273 | 0,8 | 796 | 1061 | 1 |
| Titanium, titanium alloys | 5 | 8 | 398,00 | 637 | 0,7 | 318 | 509 | 0,8 | 265 | 424 | 1 | |
| Copper, brass | 10 | 18 | 796 | 1432 | 0,7 | 637 | 1146 | 0,8 | 531 | 955 | 1 | |
| Aluminium | 18 | 26 | 1432 | 2069 | 0,7 | 1146 | 1655 | 0,8 | 955 | 1379 | 1 | |
| Plastics | 32 | 60 | 2546 | 4775 | 0,7 | 2037 | 3820 | 0,8 | 1698 | 3183 | 1 | |
Last viewed

Hexagon shoulder screw with short threaded pin DIN 610, steel 10.9, plain

Threaded fitting DIN 976-1 (shape A) with standard metric ISO thread, zinc-plated steel 4.8, blue passivated

Tool clamp

Machine tap for W.TEC® INSERT COIL helical inserts - made of HSCo; shape B

Pan head tapping screw, shape C with Z recessed head ISO 7049, A2 stainless steel, shape C (with tip)

Cylindrical grooved pin with chamfer DIN 1473, A1 stainless steel, plain

Stirrup handle on outer plate

Hexagon nut ISO 4032, A4-70 stainless steel, plain, for pressure container construction

Helical insert W.TEC® INSERT COIL Free Running

Rivet nut with partial hexagon shank and dome head