



Machine thread former Speedtap-Inox, with oil grooves For metric ISO fine thread DIN 13
HSCo thread mould DIN 2174 Inox 6HX TiN MF
MATAP-ST-GWF-IX-DIN2174-HSCO-TIN-MF10
Art.-no. 5443712206
EAN 4062856188581

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 4783 |
Thread type | Metric fine thread |
Material to be processed | Steel, Stainless steel, Non-ferrous metal |
Hole type | Clearance/blind hole ≤ 3xD |
Thread type x nominal diameter | MF10 |
Pitch | 1 mm |
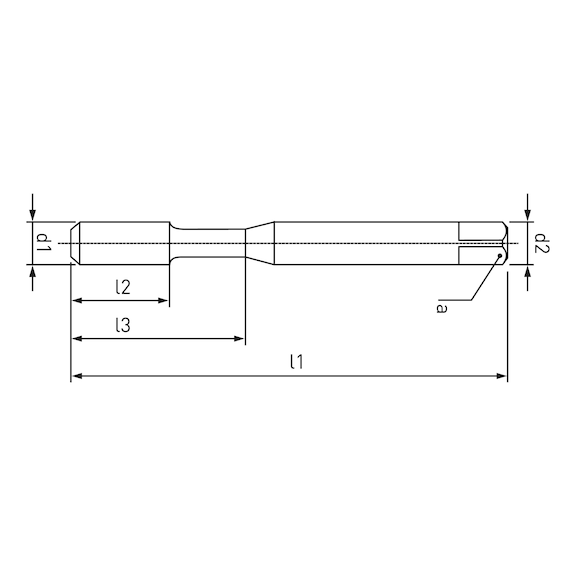
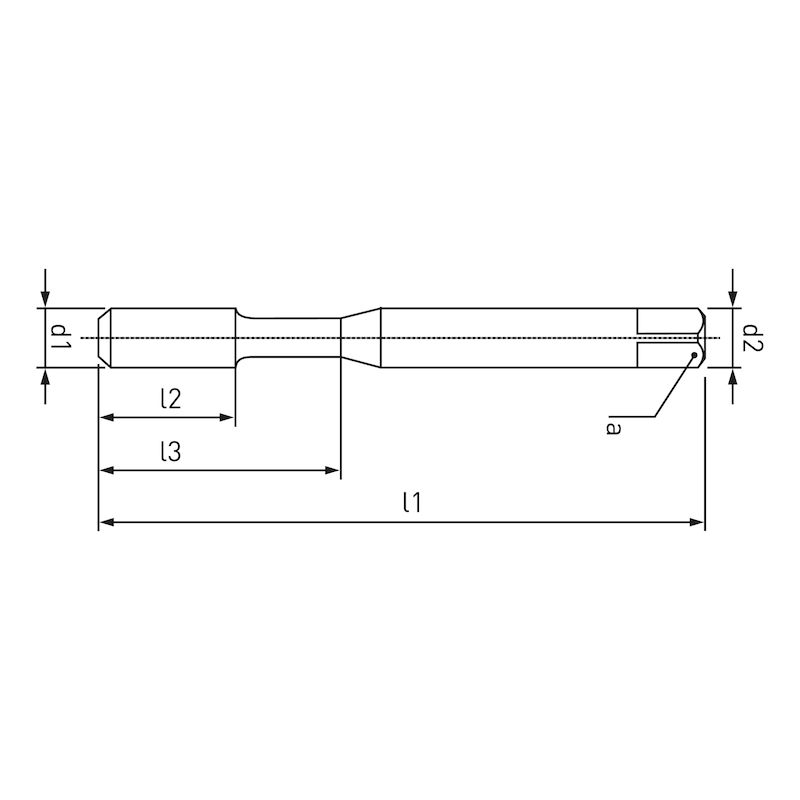
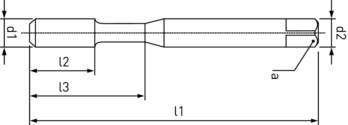
Length (l1) | 90 mm |
Thread length (l2) | 20 mm |
Effective length (l3) | 35 mm |
Shank diameter (d2) | 10 mm |
Size of square (a) | 8 mm |
Core hole diameter | 9.55 mm |
Number of teeth | 5 PCS |
Cutting material | HSCo |
Standards | DIN 2174 |
Surface | TiN |
Form | C |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Coolant supply | External |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for Speedtap thread tools | ||||||||||||
| For MF3x0.35-MF5x0.5 | ||||||||||||
| Material designation | Tensile strength | MF3x0.35 | MF4x0.5 | MF5x0.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 20 | 30 | 2122 | 3183 | 0,35 | 1592 | 2387 | 0,5 | 1273 | 1910 | 0,5 |
| Steels | < 850 N/mm² | 20 | 30 | 2122 | 3183 | 0,35 | 1592 | 2387 | 0,5 | 1273 | 1910 | 0,5 |
| Steels | < 1100 N/mm² | 8 | 15 | 849 | 1592 | 0,35 | 637 | 1194 | 0,5 | 509 | 955 | 0,5 |
| Steels | < 1300 N/mm² | 8 | 15 | 849 | 1592 | 0,35 | 637 | 1194 | 0,5 | 509 | 955 | 0,5 |
| Stainless steels | < 850 N/mm² | 10 | 20 | 1061 | 2122 | 0,35 | 796 | 1592 | 0,5 | 637 | 1273 | 0,5 |
| Stainless steels | > 850 N/mm² | 10 | 20 | 1061 | 2122 | 0,35 | 796 | 1592 | 0,5 | 637 | 1273 | 0,5 |
| Copper, brass | 20 | 40 | 2122 | 4244 | 0,35 | 1592 | 3183 | 0,5 | 1273 | 2546 | 0,5 | |
| Aluminium | 20 | 40 | 2122 | 4244 | 0,35 | 1592 | 3183 | 0,5 | 1273 | 2546 | 0,5 | |
| Key | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = rotation speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for Speedtap thread tools | |||||||||
| For MF12x1.5-MF16x1.5 | |||||||||
| Material designation | Tensile strength | MF12x1.5 | MF16x1.5 | ||||||
| vc | n | f | n | f | |||||
| from | to | from | to | from | to | ||||
| Steels | < 400 N/mm² | 20 | 30 | 531 | 796 | 1,5 | 398 | 597 | 1,5 |
| Steels | < 850 N/mm² | 20 | 30 | 531 | 796 | 1,5 | 398 | 597 | 1,5 |
| Steels | < 1100 N/mm² | 8 | 15 | 212 | 398 | 1,5 | 159 | 298 | 1,5 |
| Steels | < 1300 N/mm² | 8 | 15 | 212 | 398 | 1,5 | 159 | 298 | 1,5 |
| Stainless steels | < 850 N/mm² | 10 | 20 | 265 | 531 | 1,5 | 199 | 398 | 1,5 |
| Stainless steels | > 850 N/mm² | 10 | 20 | 265 | 531 | 1,5 | 199 | 398 | 1,5 |
| Copper, brass | 20 | 40 | 531 | 1061 | 1,5 | 398 | 796 | 1,5 | |
| Aluminium | 20 | 40 | 531 | 1061 | 1,5 | 398 | 796 | 1,5 | |
| Cutting values for Speedtap thread tools | ||||||||||||
| For MF6x0.75-MF10x1 | ||||||||||||
| Material designation | Tensile strength | MF6x0.75 | MF8x1 | MF10x1 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | < 400 N/mm² | 20 | 30 | 1061 | 1592 | 0,75 | 796 | 1194 | 1 | 637 | 955 | 1 |
| Steels | < 850 N/mm² | 20 | 30 | 1061 | 1592 | 0,75 | 796 | 1194 | 1 | 637 | 955 | 1 |
| Steels | < 1100 N/mm² | 8 | 15 | 424 | 796 | 0,75 | 318 | 597 | 1 | 255 | 477 | 1 |
| Steels | < 1300 N/mm² | 8 | 15 | 424 | 796 | 0,75 | 318 | 597 | 1 | 255 | 477 | 1 |
| Stainless steels | < 850 N/mm² | 10 | 20 | 531 | 1061 | 0,75 | 398 | 796 | 1 | 318 | 637 | 1 |
| Stainless steels | > 850 N/mm² | 10 | 20 | 531 | 1061 | 0,75 | 398 | 796 | 1 | 318 | 637 | 1 |
| Copper, brass | 20 | 40 | 1061 | 2122 | 0,75 | 796 | 1592 | 1 | 637 | 1273 | 1 | |
| Aluminium | 20 | 40 | 1061 | 2122 | 0,75 | 796 | 1592 | 1 | 637 | 1273 | 1 | |
Last viewed

SNAP marker

Print material FFF DuraPro ABS

Hexagon bolt with shank ISO 4014, steel 10.9, zinc-nickel-plated, silver (ZNSHL)

Manual screw tap, assortment 3-piece Ruko hand tap cassette HSCo DIN 352

Hexagon bolt with shank and fine thread DIN 960, steel 8.8, zinc-plated, blue passivated (A2K)

PERFECT leather cleaner

Hexagon head bolt with full thread for pressure container construction (PED) ISO 4017, steel 25CrMo4, plain

Hexagon bolt with threading up to head ISO 4017, steel, strength class 8.8, zinc flake, silver (ZFSHL)

Universal protector GPN 600

Thread-rolling screw DIN 7500-1, case-hardened steel, flat head, zinc-nickel-plated, black (ZNBHL)