





Mehrfasen-Stufenbohrer, DIN 8376, RN-mittel, 180°
Mehrfasen-Stufenbohrer HSS DIN8376 mittel 180°
BO-STUF-MF-DIN8376RNM-180GRD-HSS-D3,4MM













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 851 |
Zu bearbeitender Werkstoff | Stahl, Guss, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M3 |
Normen | DIN 8376 |
Schneidstoff | HSS |
Typ | RN |
Oberfläche | Vaporisiert |
Spitzenwinkel | 118 Grad |
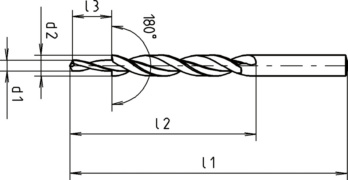
Vorbohrerdurchmesser (d1) | 3.4 mm |
Senkerdurchmesser (d2) | 6 mm |
Länge (l1) | 93 mm |
Spannutlänge (l2) | 57 mm |
Vorbohrerlänge (l3) | 9 mm |
Senkwinkel | 180 Grad |
Schaftform | Zylindrisch |
Schaftdurchmesser | 6 mm |
Anzahl Zähne | 2 STK |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | h8 |
Toleranz Schaftdurchmesser | h8 |
Typbezeichnung | Gütegrad mittel |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Grauguss, Temperguss, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Bohrer | ||||||
| Für Ø 3,4 - Ø 11 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | |||
| von | bis | Ø 3,4 - 4,9 | Ø 5 - 7,9 | Ø 8 - 11 | ||
| Allgemeine Baustähle | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Automatenstähle | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Gusseisen | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Kugelgraphit, Temperguss | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Kupfer, niedriglegiert | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Messing, langspanend | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Stretch X S3 Sicherheitsstiefel ESD

Schraube abgeflachter Halbrundkopf und Innensechskant ISO 7380-1 Stahl FK010.9, Zink-Nickel silber (ZNSHL)

Doppelnippel Zollgewinde

Feinschleifscheibe Useit® Superpad SG

Rohrniet Form A

Gewindestück

Drahtgewindeeinsatz W.TEC® INSERT COIL Free Running Feingewinde

Insider S1 FLEXITEC® ESD-Sicherheitsschuh

Druckmaterial FFF Druckkopfeinheit Ultimaker S5/S3

Winkelverbinder Typ V Langloch