





Mehrfasen-Stufenbohrer, DIN 8376, RN-mittel, 180°
Mehrfasen-Stufenbohrer HSS DIN8376 mittel 180°
BO-STUF-MF-DIN8376RNM-180GRD-HSS-D5,5MM
Art.-Nr. 5443810803
EAN 4062856088287













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 851 |
Zu bearbeitender Werkstoff | Stahl, Guss, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M5 |
Normen | DIN 8376 |
Schneidstoff | HSS |
Typ | RN |
Oberfläche | Vaporisiert |
Spitzenwinkel | 118 Grad |
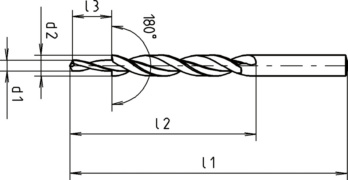
Vorbohrerdurchmesser (d1) | 5,5 mm |
Senkerdurchmesser (d2) | 10 mm |
Länge (l1) | 133 mm |
Spannutlänge (l2) | 87 mm |
Vorbohrerlänge (l3) | 13 mm |
Senkwinkel | 180 Grad |
Schaftform | Zylindrisch |
Schaftdurchmesser | 10 mm |
Anzahl Zähne | 2 STK |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | h8 |
Toleranz Schaftdurchmesser | h8 |
Typbezeichnung | Gütegrad mittel |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Grauguss, Temperguss, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Bohrer | ||||||
| Für Ø 3,4 - Ø 11 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | |||
| von | bis | Ø 3,4 - 4,9 | Ø 5 - 7,9 | Ø 8 - 11 | ||
| Allgemeine Baustähle | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Automatenstähle | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Gusseisen | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Kugelgraphit, Temperguss | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Kupfer, niedriglegiert | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Messing, langspanend | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Universalschutz GPN 350

Flachkopfschraube mit Innensechsrund ISO 14583, Stahl 8.8, verzinkt blau passiviert (A2K)

Spitzmeißel 30 mm 6kt.

Passscheibe DIN 988, Stahl blank

Überfalle mit Ösenplatte

Trockenbohrkrone Diamant Klingspor DK 612 B Supra

Flache Scheibe mit Fase für HV-Garnitur

Möbelfuß Typ A

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 8.8, blank

Lammfell-Polierpad, weiss