





Mehrfasen-Stufenbohrer, DIN 8378, RN-mittel, 90°
Mehrfasen-Stufenbohrer HSS DIN 8378 mittel 90°
BO-STUF-MF-DIN8378RNM-90GRD-HSS-D2,5MM
Art.-Nr. 5443810201
EAN 4062856088225














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 861 |
Zu bearbeitender Werkstoff | Stahl, Guss, Kupfer, Messing, Aluminium, Kunststoff |
Geeignet für Schraube | M3 |
Normen | DIN 8378 |
Schneidstoff | HSS |
Typ | RN |
Oberfläche | Vaporisiert |
Spitzenwinkel | 118 Grad |
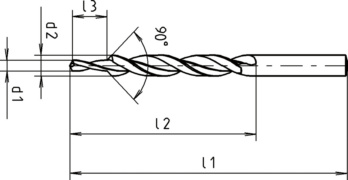
Vorbohrerdurchmesser (d1) | 2,5 mm |
Senkerdurchmesser (d2) | 3,4 mm |
Länge (l1) | 70 mm |
Spannutlänge (l2) | 39 mm |
Vorbohrerlänge (l3) | 8,8 mm |
Senkwinkel | 90 Grad |
Schaftform | Zylindrisch |
Schaftdurchmesser | 3,4 mm |
Anzahl Zähne | 2 STK |
Kühlmittelzufuhr | Extern |
Toleranz Schneidendurchmesser | h8 |
Toleranz Schaftdurchmesser | h8 |
Typbezeichnung | Gütegrad mittel |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Grauguss, Temperguss, Kupfer, Messing, Aluminium, Kunststoffe |
| Schnittwerte für HSS Bohrer | ||||||
| Für Ø 2,5 - Ø 10,2 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | vc | f | |||
| von | bis | Ø 2,5 - 4,9 | Ø 5 - 7,9 | Ø 8 - 10,2 | ||
| Allgemeine Baustähle | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Automatenstähle | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Gusseisen | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Kugelgraphit, Temperguss | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Kupfer, niedriglegiert | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Messing, kurzspanend | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Messing, langspanend | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronze, kurzspanend | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronze, langspanend | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Legende |
| vc = Schnittgeschwindigkeit [m/min] |
| f = Vorschub [mm/U] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Gewindestift mit Innensechskant und Ringschneide ISO 4029, Stahl 45H, blank

Verbindungstechnik

2K Allzweckdübel SHARK® TWIST Sortiment 450-teilig

Universal-Gleithammer

Kegelstift mit Innengewinde ungehärtet DIN 7978 Stahl ungehärtet blank

Hammerkopfschraube mit Vierkant DIN 186, Edelstahl A2, blank

PRINETO Cuphin T-Stück mit Abgang Innengewinde

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 10.9, verzinkt blau passiviert (A2K)

Zylinderschraube mit Schlitz DIN 84, Edelstahl A2, blank

Spiralspannstift, Regelausführung ISO 8750 Edelstahl A2 blank