





Mehrzahn-Schlichtfräser VHM Speedcut-Universal, extra lang XL
Fräser SC WN Z6-8 3xD 45° TiAlN-S HA
SHFTFRS-SP-MZ-DIN6527L-UV-EL-VHM-TNS-D6
Art.-Nr. 5443300633
EAN 4055375920084
























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7337 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
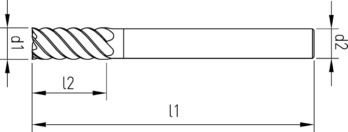
Durchmesser (d1) | 6 mm |
Schaftdurchmesser (d2) | 6 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° |
Länge (l1) | 62 mm |
Schneidenlänge (l2) | 20 mm |
Anzahl Schneiden (Z) | 6 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Schnittwerte für Schlichten-Kontur | |||||||||||
| Für Ø 4 - Ø 20 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 290 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 265 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 255 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Federstähle | < 1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 175 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 155 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 100 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 100 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Gusseisen | < 180 HB | - | 225 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 175 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Legende | ||
| L = Luft | ae = 0,02xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte für Schlichten-Kontur | |||||||||||
| Für Ø 4 - Ø 20 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm2 | E | 580 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm2 | E | 530 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
Zuletzt angesehen

Kunststoff Abdeckprofil für Aluminium Griffmulde Typ OV

Akku-Trockenbauschrauber ATS 18 AUTOMATIC M-CUBE

Senkschraube mit Kreuzschlitz H ISO 7046-2, Edelstahl A2-70, blank

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, verzinkt Dickschicht passiviert (VZD)

Spiralbohrer Metall Ruko DIN 338 HSS-G TiN 130° Zoll

Schließdämpfungs-Set TopLine L

Schutzbrille Uvex pheos guard s 9192

Motorbrücke mit Universal-Abstützung Universal

Apparaterolle mit fester Halterung

Einnietmutter mit Senkkopf und Schafträndelung