





Mehrzahn-Schlichtfräser VHM Speedcut-Universal, lang DIN 6527L
Fräser SC DIN6527L Z6-8 2,5xD 45° TiAlN-S HA
SHFTFRS-SP-MZ-DIN6527L-UV-VHM-TNS-D10
Art.-Nr. 5443300625
EAN 4055375920022
























Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7327 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Harter und zäher Werkstoff, Kupfer, Messing, Aluminium |
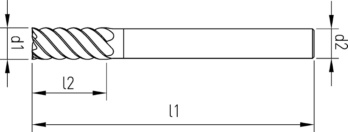
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 10 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° |
Länge (l1) | 72 mm |
Schneidenlänge (l2) | 25 mm |
Anzahl Schneiden (Z) | 6 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | e8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Stähle > 45 HRC, Kupfer, Messing, Aluminium |
| Schnittwerte Schlichten-Kontur | |||||||||||
| Für Ø 4 - Ø 20 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Automatenstähle | < 850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 290 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700-850 N/mm² | L + E | 260 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 330 | 0,020 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 255 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 210 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 265 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 255 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Federstähle | < 1200 N/mm² | L + E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 175 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 155 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 145 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 130 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 100 | 0,015 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 100 | 0,013 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Gusseisen | < 180 HB | - | 225 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Kugelgraphit, Temperguss | < 180 HB | - | 175 | 0,020 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 145 | 0,018 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Legende | ||
| L = Luft | ae = 0,02xd1 | |
| E = Emulsion | ||
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die aufgeführten Schnittgeschwindigkeiten beziehen sich auf alle Werkzeugtypen nach DIN 6527K bzw. DIN6527L. Bei Schaftfräsern der XL-Serie wird empfohlen, die Schnittgeschwindigkeit um 30 % zu reduzieren. | ||
| Schnittwerte Schlichten-Kontur | |||||||||||
| Für Ø 4 - Ø 20 | |||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||||||
| Ø 4 | Ø 5 | Ø 6 | Ø 8 | Ø 10 | Ø 12 | Ø 16 | Ø 20 | ||||
| Aluminium, Al-Legierungen | < 530 N/mm2 | E | 580 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm2 | E | 530 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,950 | 0,110 | 0,130 |
Zuletzt angesehen

Sicherheitshalbschuh S2 Uvex1 G2 6844

Senkschraube mit Schlitz ISO 2009, Stahl 4.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Flansch DIN 6921, Stahl 8.8, verzinkt Dickschicht passiviert (VZD)

Sechskant-Hutmutter niedrige Form DIN 917, Stahl 6, verzinkt blau passiviert (A2K)

Kalotte für Trapezprofil

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt Dickschicht passiviert (VZD)

Passfeder hohe Form DIN 6885 Edelstahl 1.4571 Form A

Bohrlehre für 3-D Bänder mit 3 Bolzen 16 mm
Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Ankerplatte ASS 65