





Milling cutter SC SPEEDCUT Aluminium XL HB, triple blade
End mill SC Alu WN-XL Z3 3xD/2xD W 34-38° HB
CTR-SC-SP-WN-AL-EL-HB-D5,0MM
Art.-no. 5443300993
EAN 4055375924051




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7920 |
Material to be processed | Copper, Brass, Aluminium, Plastic |
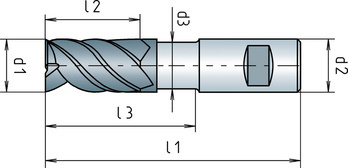
Diameter (d1) | 5 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 4.7 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Length (l1) | 62 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 26 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.06 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Copper, Brass, Aluminium, Plastics |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Cutting values for finishing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Cutting values for finishing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. | ||
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Last viewed

Straight screw fitting, metric, PA6 MOD BS SGA

Hexagon head sealing plug with collar DIN 910, steel, plain

Lock washer DIN 6799, stainless steel 1.4568, collated

Manual taper tap Ruko hand tap HSS DIN 5157 cylindrical pipe thread taper tap

Countersunk slotted head screw, Z DIN 965 plain A4 stainless steel

Pipe protective cap GPN 250

Hexagon bolt with shank ISO 4014, steel 10.9, plain

Cable tie PLT PA double loop

Façade membrane STAMISOL EXTREME Color

Safety sandals, S1P Uvex SRC 8536.2