





Miniature ball-nose end mill 2 flute
Mini end mill SC HSC WN Z2 type H TiAlN HA
CTR-RADI-HSC-MINI-WN-SC-TN-D3,0MM
Art.-no. 5443301495
EAN 4055375892053















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6297 |
Material to be processed | Steel, Stainless steel, Hard and tough material, Aluminium |
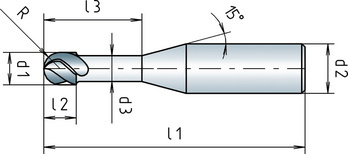
Diameter (d1) | 3 mm |
Shank diameter (d2) | 3 mm |
Clearance diameter (d3) | 2.95 mm |
Standards | CS |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN |
Coolant supply | External |
Twist angle | 30° |
Corner radius (R) | 1.5 mm |
Length (l1) | 50 mm |
Chip flute length (l2) | 4 mm |
Clearance length (l3) | 20 mm |
Number of cutting edges (Z) | 2 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Steels > 45 HRC, Aluminium |
| Cutting values for finishing copying | ||||||
| For dia. 0.4-3 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 0.4-1 | Dia. 1-1.9 | Dia. 2-3 | ||||
| Alloyed heat-treated steels | 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| Alloyed case-hardening steels | 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| Nitriding steels | < 1000 N/mm² | E | 120 | 0,002 | 0,005 | 0,010 |
| 1000-1200 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 | |
| Tool steels | 850-1100 N/mm² | E | 95 | 0,002 | 0,005 | 0,009 |
| 1100-1400 N/mm² | E | 85 | 0,002 | 0,005 | 0,009 | |
| High-speed steels | 850-1200 N/mm² | E | 80 | 0,002 | 0,005 | 0,009 |
| Hardened steels | 48-55 HRC | - | 65 | 0,002 | 0,005 | 0,009 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 |
| 1800 N/mm² | E | 50 | 0,002 | 0,004 | 0,007 | |
| Spring steels | < 1200 N/mm² | E | 85 | 0,002 | 0,004 | 0,009 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,010 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,010 |
| < 850 N/mm² | E | 90 | 0,002 | 0,005 | 0,009 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 800 | 0,002 | 0,006 | 0,010 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 600 | 0,002 | 0,006 | 0,010 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 400 | 0,002 | 0,006 | 0,010 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 800 | 0,002 | 0,006 | 0,010 |
| Legend | ||
| E = emulsion | ae = 0.05xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.05xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing copy | ||||||
| For dia. 0.4-3 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 0.4-1 | Dia. 1-1.9 | Dia. 2-3 | ||||
| Alloyed heat-treated steels | 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 |
| Alloyed case-hardening steels | 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 |
| Nitriding steels | < 1000 N/mm² | E | 100 | 0,002 | 0,005 | 0,010 |
| 1000-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 | |
| Tool steels | 850-1100 N/mm² | E | 80 | 0,002 | 0,005 | 0,010 |
| 1100-1400 N/mm² | E | 70 | 0,002 | 0,004 | 0,008 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,002 | 0,004 | 0,008 |
| Hardened steels | 48-55 HRC | E | 60 | 0,002 | 0,006 | 0,011 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 60 | 0,002 | 0,005 | 0,010 |
| 1800 N/mm² | E | 50 | 0,002 | 0,005 | 0,010 | |
| Spring steels | < 1200 N/mm² | E | 70 | 0,002 | 0,004 | 0,008 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 100 | 0,002 | 0,004 | 0,008 |
| Stainless steels, austenitic | < 700 N/mm² | E | 90 | 0,002 | 0,006 | 0,011 |
| < 850 N/mm² | - | 80 | 0,002 | 0,007 | 0,013 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 400 | 0,002 | 0,007 | 0,013 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 350 | 0,002 | 0,007 | 0,013 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | - | 250 | 0,002 | 0,007 | 0,013 |
| Magnesium, magnesium alloys | < 280 N/mm² | - | 400 | 0,002 | 0,007 | 0,013 |
| Legend | ||
| E = emulsion | ae = 0.03xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

Separable click cable gland

Machine tap for W.TEC® INSERT COIL helical inserts - made of HSCo; shape B

Hexagon bolt with thread up to the head ISO 4017, brass, nickel-plated

Interchangeable bracket for AM 280 PLUS wire stripping knife

Allen key hexagon socket long version

Snap ring shape SW for shaft Type SW, steel plain

PVC single core H05/H07V-K, fine wire

SC Speedcut aluminium end mill, long, optional, triple blade, variable helix DIN 6527L, HA shank

Feather key, high profile DIN 6885, steel C 45 K, plain, shape A

GEFU® thread-rolling screw with Taptite 2000® thread, flat head and hexalobular drive