





NC centre drill solid carbide 90°
Centre drill NC 90° solid carbide WN TiAlN
DRL-SPRL-MET-NC90-SC-TN-D12,0MM
Art.-no. 5443002766
EAN 4055375891537
Individual price display after login













Exclusively for trade customers
Register now and access more than 125,000 products
Special drill bit for especially precise and rapid spot drilling on NC machines, jig boring machines etc. For centring and chamfering threaded drill holes.
Product information
Datasheets(X)

 | |
Product code | 6227 |
Standards | CS |
Surface | TiAlN |
Cutting material | SC |
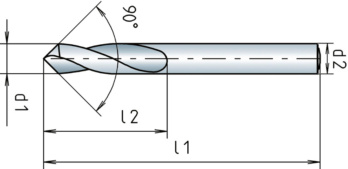
Angle of the tip | 90 Degree |
Diameter (d1) | 12 mm |
Shank style | Cylindrical |
Length (l1) | 102 mm |
Chip flute length (l2) | 30 mm |
Shank diameter (d2) | 12 mm |
Tolerance of cutting edge diameter | h6 |
Tolerance of shank diameter | h6 |
| Cutting values for solid carbide drill bits, coated | |||||||||
| For dia. 4-20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | f | |||||
| from | to | Dia. 4-5.9 | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16-20 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 500-850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Carbon steels | < 850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 850-1000 N/mm² | E | 70 | 85 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 700-850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 850-1100 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Spring steels | < 1200 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 32.5 | 45.5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Special alloys | < 1200 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Cast iron | < 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| > 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Nodular graphite, malleable iron | > 180 HB | E | 84.5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| > 260 HB | E | 84.5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, long-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Bronze, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 650-850 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| 850-1200 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Graphite | T | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Fixanchor W-FAZ/S

Window construction screw, raised countersunk head FBS

Work trousers Planam Plaline

Hydraulic trolley jack RH-6

Hexagonal bolt with shank ISO 4014, silver zinc-nickel plated 8.8 steel (ZNSHR)

Safety sandals S1 Uvex 1 G2 6842

Hexagon Socket Head Cap Screw with metric fine pitch thread ISO 12474/DIN 912, steel 8.8, plain

System workshop trolley PRO 8.4

Occupational shoes

O-ring, imperial NBR 70