





NC centre drill solid carbide 90°
Centre drill NC 90° solid carbide WN TiAlN
DRL-SPRL-MET-NC90-SC-TN-D6,0MM
Art.-no. 5443002763
EAN 4055375891506













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6227 |
Standards | CS |
Surface | TiAlN |
Cutting material | SC |
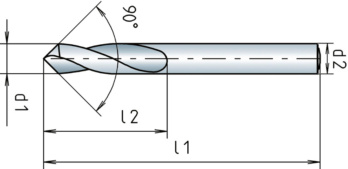
Angle of the tip | 90 Degree |
Diameter (d1) | 6 mm |
Shank style | Cylindrical |
Length (l1) | 66 mm |
Chip flute length (l2) | 16 mm |
Shank diameter (d2) | 6 mm |
Tolerance of cutting edge diameter | h6 |
Tolerance of shank diameter | h6 |
| Cutting values for solid carbide drill bits, coated | |||||||||
| For dia. 4-20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | f | |||||
| from | to | Dia. 4-5.9 | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16-20 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 500-850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Carbon steels | < 850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 850-1000 N/mm² | E | 70 | 85 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 700-850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 850-1100 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Spring steels | < 1200 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 32.5 | 45.5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Special alloys | < 1200 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Cast iron | < 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| > 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Nodular graphite, malleable iron | > 180 HB | E | 84.5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| > 260 HB | E | 84.5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, long-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Bronze, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 650-850 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| 850-1200 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Graphite | T | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Hexagon socket set screw with ring cutter ISO 4029, A4 stainless steel, 21H, plain

FLEXEN® Cold rubber endless pipe insulation

Coloured rubber grommets made from polychloroprene rubber Insulating grommets, coloured, CR

Stud with head, shape B ISO 2341, type B, plain steel

Work jacket Kübler Innoplus 1734-5413

Wheel brush for bodywork Steel, brass-plated, crimped, with shaft

Safety boots, S3 ruNNex® TeamStar 5301

Snap ring for bearing with ring groove DIN 5417 spring steel plain

Hexagon Socket Head Cap Screw ISO 4762, 10.9 steel with silver zinc-flake coating (ZFSHL)

Work shirt Kübler polo shirt 5606 6213