





Prismenfräser HSS DIN 847
Prismenfräser HSS DIN 847 Z20-26 45-90°
PRISMFRS-DIN847-HSS-D100,0X90GRD
Art.-Nr. 5443601292
EAN 4055375882122















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3303 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Kunststoff |
Normen | DIN 847 |
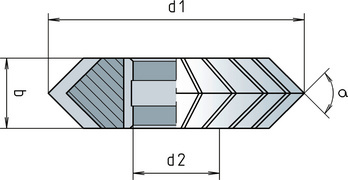
Winkel (σ) | 90 Grad |
Durchmesser (d1 (js16)) | 100 mm |
Schnittbreite (b) | 32 |
Bohrungsdurchmesser (d2 (H7)) | 32 mm |
Anzahl Schneiden (Z) | 22 STK |
Schneidstoff | HSS |
Oberfläche | Blank |
Toleranz Schneidendurchmesser | js16 |
Werkzeugaufnahme | Mit Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Kunststoffe |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 50 - Ø 100 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 50 | Ø 63 | Ø 80 | Ø 100 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 |
| 500-850 N/mm² | E | 25 | 0,031 | 0,037 | 0,043 | 0,050 | |
| Automatenstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 700-850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 | |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Nitrierstähle | < 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| 1000-1200 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Werkzeugstähle | < 850 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| 850-1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 | |
| 1100-1400 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 17 | 0,028 | 0,034 | 0,039 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 8 | 0,028 | 0,034 | 0,039 | 0,045 |
| Gusseisen | < 180 HB | - | 25 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 20 | 0,025 | 0,030 | 0,035 | 0,040 |
| > 260 HB | E | 17 | 0,025 | 0,030 | 0,035 | 0,040 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 12 | 0,028 | 0,034 | 0,039 | 0,045 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 70 | 0,046 | 0,055 | 0,064 | 0,074 |
| Messing, kurzspanend | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| Messing, langspanend | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| Bronze, kurzspanend | < 600 N/mm² | - | 60 | 0,046 | 0,055 | 0,064 | 0,074 |
| 650-850 N/mm² | - | 50 | 0,046 | 0,055 | 0,064 | 0,074 | |
| Bronze, langspanend | < 850 N/mm² | E | 50 | 0,046 | 0,055 | 0,064 | 0,074 |
| 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Legende | |
| E = Emulsion | |
| vc = Schnittgeschwindigkeit [m/min] | |
| fz = Vorschub pro Zahn [mm/Z] | |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | |
Zuletzt angesehen

Gewindebohrer Hand Fertigschneider Ruko Handgewindebohrer HSS DIN 352 UNC Fertigschneider

Gewindestift mit Innensechskant und abgeflachter Spitze ISO 4027, Stahl 45H, blank

Sechskantschraube mit Schaft und Feingewinde DIN 960, Stahl 10.9, blank

Drahtgewindeeinsatz W.TEC® INSERT COIL Free Running

Knaufzylinder 3KS

Rohr- und Halterungsschelle Multifix

Zylinderstift mit Innengewinde DIN 7979, Stahl blank, gehärtet, Toleranzklasse m6

Fixanker W-FAZ/S

Ringschraube ausrichtbar GK 8.8 mit Schraubenschlüssel aufschraubbar

Arbeitsweste Lynx Fleeceweste