





SC Speedcut aluminium end mill, long, optional, twin blade, variable helix DIN 6527L
End mill SC Alu DIN6527L Z2 3xD/2xD 43-45° HB
ENDMIL-SP-DIN6527L-ALU-SC-WF-D20
Art.-no. 5443300929
EAN 4055375918630





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7135 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
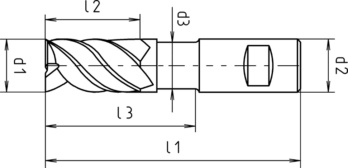
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Clearance diameter (d3) | 19.0 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 104 mm |
Cutting edge length (l2) | 38 mm |
Clearance length (l3) | 54 mm |
Number of cutting edges (Z) | 2 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Key | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Last viewed

MS 5000 rotary knob with two recessed handles

SC Speedcut aluminium end mill, long, optional, twin blade, variable helix DIN 6527L

Bracket latch, rotating for insect protection

Work jacket ROFA Alusplash 4172294-602

Eye bolt DIN 444, steel 4.6, zinc-plated, blue passivated (A2K), shape B

Hexagonal bolt with shank ISO 4014, zinc plated 8.8 steel with thick-layer passivation (VZD)

Hook

Hexagon Socket Head Cap Screw ISO 4762, 8.8 steel with silver zinc-flake coating (ZFSHL)

Pan head screw with H cross recess DIN 7985, A4 stainless steel, plain

System case 4.4.1 transparent