





SC Speedcut aluminium end mill, long, optional, twin blade, variable helix DIN 6527L, HA shank
End mill SC Alu DIN6527L Z2 3xD/2xD 43-45° HA
ENDMIL-SP-DIN6527L-ALU-SC-HA-D10
Art.-no. 5443300916
EAN 4055375917961





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7035 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
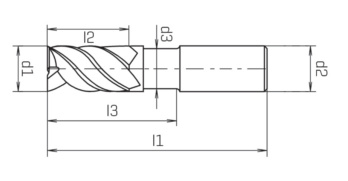
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Clearance diameter (d3) | 9.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 72 mm |
Cutting edge length (l2) | 22 mm |
Clearance length (l3) | 32 mm |
Number of cutting edges (Z) | 2 PCS |
Corner chamfer | 0.15 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Key | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Last viewed

Hexagonal bolt with shank for pressure container construction ISO 4014, steel 5.6, plain

Hexagonal bolt with threading up to head ISO 4017, plain A4-80 stainless steel

Hexalobular screw with flattened half round head and collar DIN 34805-2, TX drive, blue passivated zinc plated 10.9 steel

Round nut with trapezoidal thread

Hexagon bolt with thread up to the head ISO 4017, steel 10.9, plain
Hexagon bolt with thread up to the head ISO 4017, A4-70 stainless steel, plain

Ducting clamp DIN3015-3, double series, smooth inner surface, W.TEC series

Soft-face hammer Halder BLACKCRAFT soft-face hammer Series 3379

Hexagon nut, low profile, with clamping piece (non-metal insert) DIN 985, brass, nickel-plated

Cheese head screw with hexagon socket head and shoulder ISO 7379, steel 12.9, plain, tolerance h8