





SC Speedcut aluminium end mill, long, optional, twin blade, variable helix DIN 6527L, HA shank
End mill SC Alu DIN6527L Z2 3xD/2xD 43-45° HA
ENDMIL-SP-DIN6527L-ALU-SC-HA-D20
Art.-no. 5443300919
EAN 4055375917992





















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7035 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
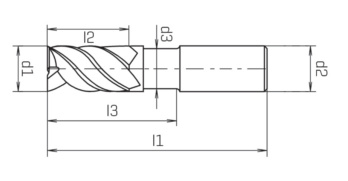
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Clearance diameter (d3) | 19.0 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 104 mm |
Cutting edge length (l2) | 38 mm |
Clearance length (l3) | 54 mm |
Number of cutting edges (Z) | 2 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Key | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
Last viewed

Bar handle, stainless steel finish for kitchen dimensions

Sealing washer DIN 470 steel, zinc plated, blue passivated (A2K)

Low-cut safety shoes, S1P Steitz CP 4100 BOA

Shim ring DIN 988, steel, plain

1/4-inch socket wrench insert, TX head for external TX screws

W-SL connector L-angle

Pipe clamp TIPP® Robust

Hexagon bolt with shank DIN 931, A4-70 stainless steel, plain

PL 502 FS door handle

Pan head tapping screw, shape C with AW drive