





SC Speedcut inox end mill, long corner radius, optional, four blade, variable helix DIN 6527L
End mill SC DIN6527L Z3-4 3xD/2xD TiAlN-S ER HA
CTR-SC-SP-DIN6527L-IX-HA-TNS-16,0X1,0
Art.-no. 5443300845
EAN 4055375894033



























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6547 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
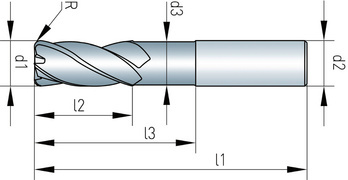
Diameter (d1) | 16 mm |
Shank diameter (d2) | 16 mm |
Clearance diameter (d3) | 15.0 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 39-42° |
Corner radius (R) | 1 mm |
Length (l1) | 92 mm |
Cutting edge length (l2) | 32 mm |
Clearance length (l3) | 44 mm |
Number of cutting edges (Z) | 4 PCS |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, FRP |
| Cutting values for roughing contour | ||||||||
| For dia. 2-6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500-850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700-850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850-1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legend | ||
| L = air | ae = 0.06xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.06xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 8-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500-850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700-850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850-1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850-1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Cast iron | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
Last viewed

Flat head tapping screw, type C with hexagon socket ISO 14585, A2 stainless steel, shape C (with tip)

Measuring coupling MINIMESS 1615

Backing pad sanding disc ZKL VSM

4KS profile thumbturn cylinder

Counterbore Ruko short-step drill HSS DIN 8378 90° for thread core holes

Cut-resistant glove

Hexagon bolt with thread up to the head ISO 4017, brass, nickel-plated

Hexagon head bolt with full thread for pressure container construction (PED) ISO 4017, steel 25CrMo4, plain

Rubber plate for vehicle lifting platforms

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, zinc plated 8.8 steel with thick-layer passivation (VZD)