





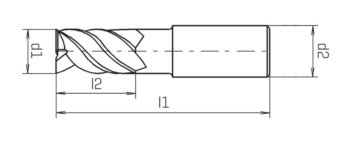
SC Speedcut inox end mill, long, four blade, variable helix DIN 6527L, HA shank
End mill SC DIN 6527L Z4 2xD/2xD 39-42° TiAlN-S HA
CTR-SC-SP-DIN6527L-IX-TNS-HA-D4,0MM
Art.-no. 5443300723
EAN 4055375919262



























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7247 |
Material to be processed | Steel, Stainless steel, Titanium, Aluminium, GRP |
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 39-42° |
Length (l1) | 57 mm |
Cutting edge length (l2) | 11 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.15 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Aluminium, FRP |
| Legend | ||
| L = air | ae = 0.1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
| Cutting values for finishing contour | ||||||||
| For dia. 8 - dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500-850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Machining steels | < 850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850-1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 260 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700-850 N/mm² | L + E | 235 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850-1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 220 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000-1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850-1100 N/mm² | L + E | 230 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Cast iron | < 180 HB | - | 205 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 160 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Cutting values for finishing contour | ||||||||
| For dia. 2 - dia. 6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Machining steels | < 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 260 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 220 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000-1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,130 | 0,016 | 0,020 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000-1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000-1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,013 | 0,012 | 0,015 | 0,020 | 0,025 |
| 850-1100 N/mm² | L + E | 230 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,009 | 0,010 | 0,013 | 0,016 | 0,020 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| < 850 N/mm² | E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Cast iron | < 180 HB | - | 205 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 160 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Legend | ||
| L = air | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.0xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30%. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 2 - dia. 6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | E | 159 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500-850 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Machining steels | < 800 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| Unalloyed quenched and tempered steels | 850-1000 N/mm² | E | 111 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Alloyed tempering steels | 850-1000 N/mm² | E | 105 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Nitriding steels | < 1000 N/mm² | E | 121 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 800-1,200 N/mm² | E | 84 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Tool steels | < 1,300 N/mm² | E | 101 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Tool steels for hot applications | < 1,300 N/mm² | E | 71 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Spring steels | <900-1,500 N/mm² | E | 67 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Stainless steels | ||||||||
| Austenitic stainless steels | < 1100 N/mm² | E | 54 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Ferritic stainless steels | < 1,100 N/mm² | E | 94 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Ferritic-austenitic stainless steels | < 1,100 N/mm² | E | 40 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Sulphurated stainless steels | < 1,100 N/mm² | E | 81 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Martensitic stainless steels | < 1,100 N/mm² | E | 42 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Cast metals | ||||||||
| Spheroidal graphite iron | < 260 HB | L + E | 71 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| Grey cast iron | < 180 HB | L + E | 108 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| Non-ferrous metals | ||||||||
| Copper alloys (short-chipping) | < 600 N/mm² | E | 128 | |||||
| Copper alloys (long-chipping) | < 600 N/mm² | E | 101 | |||||
| Special copper alloys | < 200 HB | E | 80 | |||||
| Special copper alloys | 200-300 HB | E | 57 | |||||
| Short-chipping brass | < 600 N/mm² | E | 125 | |||||
| Aluminium alloys (< 0.5 % Si) | < 400 N/mm² | E | 256 | |||||
| Aluminium alloys (0.5-10 % Si) | < 400 N/mm² | E | 196 | |||||
| Cutting values for roughing contour | ||||||||
| For dia. 8 - dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500-850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Machining steels | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700-850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850-1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000-1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850-1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Cast iron | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Cutting values for roughing contour | ||||||||
| For dia. 2 - dia. 6 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 2 | Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500-850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Machining steels | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700-850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850-1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000-1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850-1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Cast iron | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Legend | ||
| L = air | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 8 - dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500-850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Machining steels | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Non-alloyed tempering steels | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700-850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850-1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Alloyed tempering steels | 850-1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitriding steels | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000-1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Tool steels | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850-1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| High-speed steels | 850-1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Spring steels | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Stainless steels, austenitic | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Special alloys | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titanium, titanium alloys | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Cast iron | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Spheroidal graphite, malleable iron | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
Last viewed

Precision wood twist drill bit LONGLIFE & SPEED

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

Hexagon bolt with thread up to the head DIN 933, A2 80 stainless steel, plain

Wire braid hose Steel MXT 2SC

EPS profile double cylinder

WNA 200/F ear defenders

GEFU® thread-rolling screw with Taptite 2000® thread, countersunk head with hexalobular drive

Hexagonal cap nut with clamping piece (non-metallic insert) DIN 986, zinc plated 8 steel with thick-layer passivation (VZD)

Angled locking plate with plastic insert

Work dungarees Kübler Pulsschlag 3324 5353