





SC Speedcut universal full radius cutter, long, optional, four blade, variable helix DIN 6527L
Full rad. cutter SC DIN 6527L 3xD/1.5xD HA TiAlN-S
FULLRADICTR-SP-DIN6527L-UV-SC-TNS-D10,0






















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7357 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Copper, Brass, Aluminium |
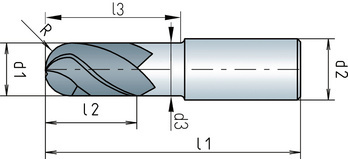
Diameter (d1) | 10 mm |
Shank diameter (d2) | 10 mm |
Clearance diameter (d3) | 9.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 35-38° |
Corner radius (R) | 5 mm |
Length (l1) | 72 mm |
Chip flute length (l2) | 15 mm |
Clearance length (l3) | 32 mm |
Number of cutting edges (Z) | 4 |
Tolerance of cutting edge diameter | f8 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels > 850 N/mm², Stainless steels < 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values finishing copy | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,081 | 0,090 | 0,100 | 0,120 |
| 500-850 N/mm² | L + E | 235 | 0,081 | 0,090 | 0,100 | 0,120 | |
| Carbon steels | < 850 N/mm² | L + E | 235 | 0,081 | 0,090 | 0,100 | 0,120 |
| 850-1000 N/mm² | L + E | 230 | 0,061 | 0,071 | 0,090 | 0,113 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 260 | 0,081 | 0,090 | 0,100 | 0,120 |
| 700-850 N/mm² | L + E | 235 | 0,081 | 0,090 | 0,100 | 0,120 | |
| 850-1000 N/mm² | L + E | 230 | 0,061 | 0,071 | 0,090 | 0,113 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 220 | 0,061 | 0,071 | 0,090 | 0,113 |
| 1000-1200 N/mm² | L + E | 190 | 0,056 | 0,068 | 0,079 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,081 | 0,090 | 0,100 | 0,120 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,061 | 0,071 | 0,090 | 0,113 |
| 1000-1200 N/mm² | L + E | 190 | 0,056 | 0,068 | 0,079 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,061 | 0,071 | 0,090 | 0,113 |
| 1000-1200 N/mm² | L + E | 190 | 0,056 | 0,068 | 0,079 | 0,090 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,061 | 0,071 | 0,090 | 0,113 |
| 850-1100 N/mm² | L + E | 230 | 0,056 | 0,068 | 0,079 | 0,090 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,056 | 0,068 | 0,079 | 0,090 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,056 | 0,068 | 0,079 | 0,090 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,061 | 0,071 | 0,096 | 0,129 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,061 | 0,071 | 0,096 | 0,129 |
| < 850 N/mm² | E | 130 | 0,056 | 0,068 | 0,096 | 0,113 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,056 | 0,068 | 0,096 | 0,113 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,034 | 0,061 | 0,079 | 0,118 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,034 | 0,061 | 0,079 | 0,118 |
| Cast iron | < 180 HB | - | 205 | 0,081 | 0,100 | 0,120 | 0,141 |
| < 180 HB | - | 130 | 0,081 | 0,100 | 0,120 | 0,141 | |
| Nodular graphite, malleable iron | < 180 HB | - | 160 | 0,081 | 0,100 | 0,120 | 0,141 |
| > 260 HB | E | 130 | 0,081 | 0,100 | 0,120 | 0,141 | |
| Cutting values for finishing copying | |||||||
| For dia. 4-8 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| General structural steels | < 500 N/mm² | L + E | 300 | 0,035 | 0,045 | 0,061 | 0,071 |
| 500-850 N/mm² | L + E | 235 | 0,035 | 0,045 | 0,061 | 0,071 | |
| Carbon steels | < 850 N/mm² | L + E | 235 | 0,035 | 0,045 | 0,061 | 0,071 |
| 850-1000 N/mm² | L + E | 230 | 0,025 | 0,033 | 0,041 | 0,051 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 260 | 0,035 | 0,045 | 0,061 | 0,071 |
| 700-850 N/mm² | L + E | 235 | 0,035 | 0,045 | 0,061 | 0,071 | |
| 850-1000 N/mm² | L + E | 230 | 0,025 | 0,033 | 0,041 | 0,051 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 220 | 0,025 | 0,033 | 0,041 | 0,051 |
| 1000-1200 N/mm² | L + E | 190 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 300 | 0,035 | 0,045 | 0,061 | 0,071 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 230 | 0,025 | 0,033 | 0,041 | 0,051 |
| 1000-1200 N/mm² | L + E | 190 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Nitriding steels | < 1000 N/mm² | L + E | 230 | 0,025 | 0,033 | 0,041 | 0,051 |
| 1000-1200 N/mm² | L + E | 190 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Tool steels | < 850 N/mm² | L + E | 240 | 0,025 | 0,033 | 0,041 | 0,051 |
| 850-1100 N/mm² | L + E | 230 | 0,023 | 0,028 | 0,034 | 0,045 | |
| High-speed steels | 850-1200 N/mm² | L + E | 130 | 0,023 | 0,028 | 0,034 | 0,045 |
| Spring steels | < 1200 N/mm² | L + E | 130 | 0,023 | 0,028 | 0,034 | 0,045 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 160 | 0,025 | 0,033 | 0,041 | 0,051 |
| Stainless steels, austenitic | < 700 N/mm² | E | 140 | 0,025 | 0,033 | 0,041 | 0,051 |
| < 850 N/mm² | E | 130 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 115 | 0,023 | 0,028 | 0,034 | 0,045 |
| Special alloys | < 1200 N/mm² | E | 90 | 0,007 | 0,014 | 0,023 | 0,036 |
| Titanium, titanium alloys | < 850 N/mm² | E | 90 | 0,007 | 0,014 | 0,023 | 0,036 |
| Cast iron | < 180 HB | - | 205 | 0,023 | 0,028 | 0,030 | 0,061 |
| < 180 HB | - | 130 | 0,023 | 0,028 | 0,030 | 0,061 | |
| Nodular graphite, malleable iron | < 180 HB | - | 160 | 0,023 | 0,028 | 0,030 | 0,061 |
| > 260 HB | E | 130 | 0,023 | 0,028 | 0,030 | 0,061 | |
| Legend | ||
| L = air | ae = 0.03xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.03xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for code 7857 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 4-8 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,025 | 0,030 | 0,037 | 0,051 |
| 500-850 N/mm² | L + E | 190 | 0,025 | 0,030 | 0,037 | 0,051 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,025 | 0,030 | 0,037 | 0,051 |
| 850-1000 N/mm² | L + E | 180 | 0,016 | 0,020 | 0,025 | 0,032 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,025 | 0,030 | 0,037 | 0,051 |
| 700-850 N/mm² | L + E | 185 | 0,025 | 0,030 | 0,037 | 0,051 | |
| 850-1000 N/mm² | L + E | 185 | 0,016 | 0,020 | 0,025 | 0,032 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,016 | 0,020 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,014 | 0,018 | 0,023 | 0,028 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,025 | 0,030 | 0,037 | 0,051 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,016 | 0,020 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,014 | 0,018 | 0,023 | 0,028 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,016 | 0,020 | 0,025 | 0,032 |
| 1000-1200 N/mm² | L + E | 155 | 0,014 | 0,018 | 0,023 | 0,028 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,016 | 0,020 | 0,025 | 0,032 |
| 850-1100 N/mm² | L + E | 180 | 0,014 | 0,018 | 0,023 | 0,028 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,014 | 0,018 | 0,023 | 0,028 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,014 | 0,018 | 0,023 | 0,028 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,017 | 0,022 | 0,028 | 0,034 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,017 | 0,022 | 0,028 | 0,034 |
| < 850 N/mm² | E | 105 | 0,013 | 0,015 | 0,019 | 0,028 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,013 | 0,015 | 0,019 | 0,028 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,018 | 0,022 | 0,027 | 0,036 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,018 | 0,022 | 0,027 | 0,036 |
| Cast iron | < 180 HB | - | 160 | 0,023 | 0,028 | 0,034 | 0,045 |
| < 180 HB | - | 130 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,023 | 0,028 | 0,034 | 0,045 |
| > 260 HB | E | 105 | 0,023 | 0,028 | 0,034 | 0,045 | |
| Legend | ||
| L = air | ae = 0.06xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 0.06xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. Vc for code 7857 (-30 %). | ||
| Cutting values for roughing copy | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 | 0,135 |
| 500-850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 | 0,135 | |
| Carbon steels | < 850 N/mm² | L + E | 190 | 0,068 | 0,090 | 0,113 | 0,135 |
| 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | 0,090 | |
| Unalloyed heat-treated steels | < 700 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 | 0,135 |
| 700-850 N/mm² | L + E | 185 | 0,068 | 0,090 | 0,113 | 0,135 | |
| 850-1000 N/mm² | L + E | 185 | 0,039 | 0,051 | 0,068 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | 0,090 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | 0,073 | |
| Unalloyed case-hardening steels | < 750 N/mm² | L + E | 235 | 0,068 | 0,090 | 0,113 | 0,135 |
| Alloyed case-hardening steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | 0,090 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | 0,073 | |
| Nitriding steels | < 1000 N/mm² | L + E | 180 | 0,039 | 0,051 | 0,068 | 0,090 |
| 1000-1200 N/mm² | L + E | 155 | 0,034 | 0,045 | 0,062 | 0,073 | |
| Tool steels | < 850 N/mm² | L + E | 190 | 0,039 | 0,051 | 0,068 | 0,090 |
| 850-1100 N/mm² | L + E | 180 | 0,034 | 0,045 | 0,062 | 0,073 | |
| High-speed steels | 850-1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 | 0,073 |
| Spring steels | < 1200 N/mm² | L + E | 105 | 0,034 | 0,045 | 0,062 | 0,073 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 130 | 0,045 | 0,056 | 0,062 | 0,101 |
| Stainless steels, austenitic | < 700 N/mm² | E | 120 | 0,045 | 0,056 | 0,062 | 0,101 |
| < 850 N/mm² | E | 105 | 0,036 | 0,051 | 0,068 | 0,084 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 90 | 0,036 | 0,051 | 0,068 | 0,084 |
| Special alloys | < 1200 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 | 0,079 |
| Titanium, titanium alloys | < 850 N/mm² | E | 70 | 0,045 | 0,056 | 0,068 | 0,079 |
| Cast iron | < 180 HB | - | 160 | 0,056 | 0,068 | 0,090 | 0,113 |
| < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 | 0,113 | |
| Nodular graphite, malleable iron | < 180 HB | - | 130 | 0,056 | 0,068 | 0,090 | 0,113 |
| > 260 HB | E | 105 | 0,056 | 0,068 | 0,090 | 0,113 | |
Last viewed

TITALIUMTM 64 padlock

HSCo8 keyway end mill, short, twin blade, centre-cutting DIN 327D

Tensioning washer For screw connections DIN 6796, A4 plain stainless steel

Hexagon socket set screw with ring cutter ISO 4029, A2 stainless steel, 21H, plain

Fixed castor For WE XXL workshop trolleys

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, A4-80 stainless steel, plain

Hexalobular screw with flattened half round head DIN 34805-1, TX drive, A2-070 stainless steel, plain

Threaded pipe fittings

Tungsten carbide bur with MX teeth

Pan head tapping screw, shape F with recessed head DIN 7981, steel, nickel-plated (E2J), round head, PH drive, shape F