



SC short twist drill bit DIN 6539
Twist drill solid carbide DIN6539-K type N TiAlN
DRL-TWST-MET-DIN6539N-SC-TN-D4,1MM
Art.-no. 5443000157
EAN 4055375888292

















Register now and access more than 125,000 products
≥ Ø 3.0 mm - 6 surface grinding
Datasheets(X)

 | |
Product code | 6147 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
Standards | DIN 6539 |
Design | Short |
Surface | TiAlN |
Max. drilling depth (D) | 3xD |
Cutting material | SC |
Angle of the tip | 118 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
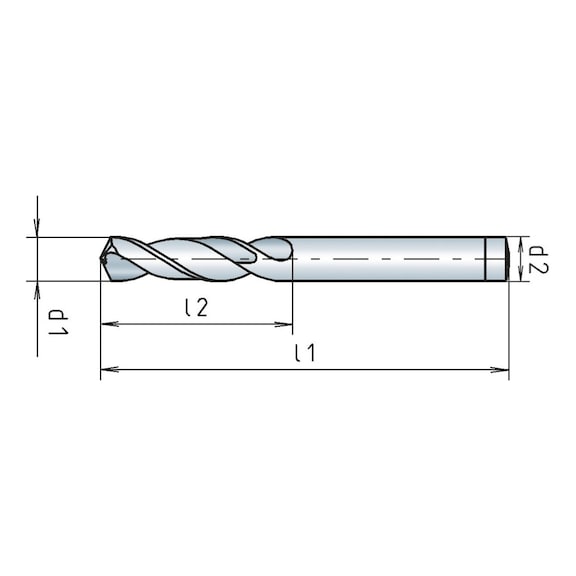
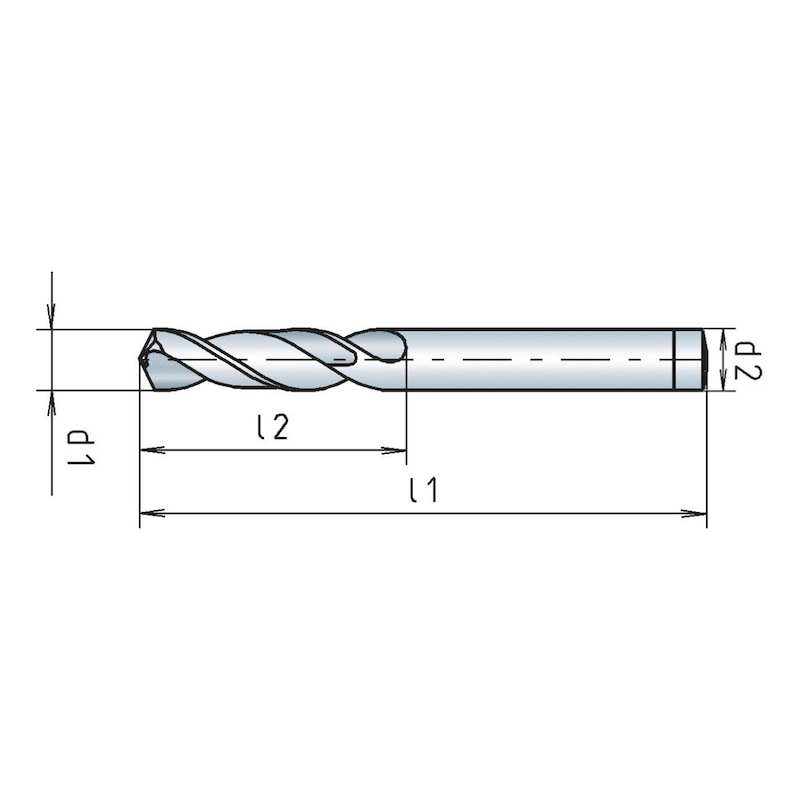
Diameter (d1) | 4.1 mm |
Shank style | Cylindrical |
Length (l1) | 55 mm |
Chip flute length (l2) | 22 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 4.1 mm |
Drill design | 6 ground faces |
Tolerance of shank diameter | h5 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, coated | ||||||||
| For dia. 0.5-5.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.5-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5.9 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Machining steels | < 850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 70 | 85 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 80 | 100 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 65 | 80 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 50 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 32.5 | 45.5 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Spheroidal graphite, malleable iron | > 180 HB | E | 84.5 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 84.5 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 25 | 45 | 0,010 | 0,030 | 0,050 | 0,080 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 300 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 130 | 230 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 180 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 120 | 180 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 90 | 130 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for solid carbide drill bits, coated | |||||||
| For dia. 6-14 | |||||||
| Material designation | Tensile strength | Cooling | vc | f | |||
| from | to | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-14 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 500-850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 | |
| Machining steels | < 850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 850-1000 N/mm² | E | 70 | 85 | 0,140 | 0,170 | 0,230 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 |
| 700-850 N/mm² | E | 80 | 100 | 0,140 | 0,170 | 0,230 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,120 | 0,150 | 0,200 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,120 | 0,150 | 0,200 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,120 | 0,150 | 0,200 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,120 | 0,150 | 0,200 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,110 | 0,140 | 0,180 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,110 | 0,140 | 0,180 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,110 | 0,140 | 0,180 |
| 850-1100 N/mm² | E | 65 | 80 | 0,110 | 0,140 | 0,180 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,110 | 0,140 | 0,180 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,110 | 0,140 | 0,180 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Spring steels | < 1200 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 40 | 50 | 0,120 | 0,150 | 0,200 |
| Stainless steels, austenitic | < 700 N/mm² | E | 40 | 50 | 0,120 | 0,150 | 0,200 |
| < 850 N/mm² | E | 32.5 | 45.5 | 0,120 | 0,150 | 0,200 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 32.5 | 45.5 | 0,120 | 0,150 | 0,200 |
| Special alloys | < 1200 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 |
| Cast iron | < 180 HB | T/E | 90 | 130 | 0,130 | 0,160 | 0,210 |
| > 180 HB | T/E | 90 | 130 | 0,130 | 0,160 | 0,210 | |
| Spheroidal graphite, malleable iron | > 180 HB | E | 84.5 | 100 | 0,120 | 0,150 | 0,200 |
| > 260 HB | E | 84.5 | 100 | 0,120 | 0,150 | 0,200 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 25 | 45 | 0,110 | 0,140 | 0,180 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,140 | 0,170 | 0,230 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 200 | 300 | 0,140 | 0,170 | 0,230 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Brass, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Brass, long-chipping | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| Bronze, short-chipping | < 600 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 |
| 650-850 N/mm² | E | 130 | 230 | 0,140 | 0,170 | 0,230 | |
| Bronze, long-chipping | < 850 N/mm² | E | 120 | 180 | 0,130 | 0,160 | 0,210 |
| 850-1200 N/mm² | E | 120 | 180 | 0,130 | 0,160 | 0,210 | |
| Graphite | T | 90 | 130 | 0,130 | 0,160 | 0,210 | |
Last viewed

System assortment 8.4.1 socket wrench 1/4 inch and 3/8 inch 62 pieces

Bolt with head ISO 2341, type A, zinc plated steel

2-C smoothing trowel

Hexagon bolt with shank DIN 931, A4-70 stainless steel, plain

Hexagon bolt with shank ISO 4014, steel 10.9, zinc flake, silver (ZFSHL)

Drawer divider set, BASIC RW, 12 compartments

3KS Plus profile thumbturn cylinder for keyed alike profile cylinders in original equipment

Twist drill bit, metal Ruko DIN 338 HSS-R black oxidised

Cover film rolled HDPE fabric

Flat washer with chamfer for high-strength fittings