


Solid carbide twist drill bit, DIN 6537K DIN 6537K
Twist drill bit SD DIN 6537K type N TiAlN-S Uni
DRL-TWST-DIN6537K-UV-SC-TNS-HE-D13,2MM



















Register now and access more than 125,000 products
 | |
Product code | 6727 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium, Plastic |
Standards | DIN 6537 |
Design | Short |
Surface | TiAlN-S |
Max. drilling depth (D) | 3xD |
Cutting material | SC |
Number of guiding chamfers | 2 PCS |
Angle of the tip | 140 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
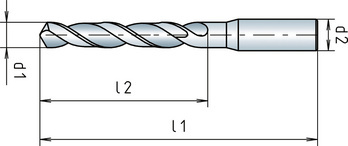
Diameter (d1) | 13.2 mm |
Shank style | Cylindrical DIN 6535-HE |
Length (l1) | 107 mm |
Chip flute length (l2) | 60 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 14 mm |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
Datasheets (0)
Certificates/ Documents (0)

Last viewed

Hexagonal bolt with shank ISO 4014, black zinc-nickel plated 10.9 steel

Twist drill bit HSCo DIN 340 type RN OXIDE

3D corner seals, 20 mm

Locking system, DPS

Stretch X vest

Feather key, high profile DIN 6885, steel C 45 K, plain, shape A

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

RW® bit

Twist drill bit, metal Ruko DIN 338 HSS-G TiN 118°

Wedge lock washer W.TEC, narrow shape