





SPEEDCUT aluminium solid carbide end mill, XL, triple blade, HA shank
End mill SC Alu WN-XL Z3 3xD/2xD W 34-38° HA
CTR-SC-SP-WN-AL-EL-HA-D8,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7220 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
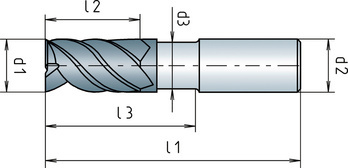
Diameter (d1) | 8 mm |
Shank diameter (d2) | 8 mm |
Clearance diameter (d3) | 7.5 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 34-38° |
Length (l1) | 70 mm |
Cutting edge length (l2) | 19 mm |
Clearance length (l3) | 34 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.10 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Cutting values for finishing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650-850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850-1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Cutting values for finishing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650-850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850-1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Legend | ||
| E = emulsion | ae = 0.1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. | ||
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650-850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850-1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The cutting speeds listed refer to all tool types according to DIN 6527K or DIN6527L. For XL Series end mills, it is recommended to reduce the cutting speed by 30 %. | ||
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650-850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850-1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Last viewed

Shell end mill HSCo DIN 841 type N

Connecting sleeve for flexible plastic electrical installation pipes

Stripping tool AM 130

Slipper S2 safety shoe

Goggle bag Uvex 9954395

Threaded fitting

Flat washer without chamfer DIN EN ISO 7089, steel, hot-dip galvanised (hdg)

Bit box, size 2 17 pieces - limited edition

Low-cut safety shoes, S1P

Hexagonal bolt