





STC-Schaftfräser Speedtwister-Inox, extra lang XL, Fünfschneider, ungleiche Drallsteigung, 5xD
Fräser Speedtwister Inox WN 5xD Typ N
SHFTFRS-SCH-STW-WN-XL-STC-IX-UD-HB-D12
Art.-Nr. 5443310604
EAN 4062856187195






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6197 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Aluminium, Titan |
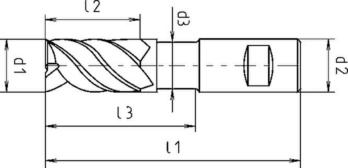
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Normen | WN |
Baulänge | Extra lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | ULTRADUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° Vario |
Länge (l1) | 115 mm |
Schneidenlänge (l2) | 62 mm |
Anzahl Schneiden (Z) | 5 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | f8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Aluminium |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 5xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 504 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| 500-850 N/mm² | L + E | 187 | 408 | 0,045 | 0,090 | 0,063 | 0,126 | 0,076 | 0,151 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 408 | 0,045 | 0,090 | 0,063 | 0,126 | 0,076 | 0,151 |
| 850-1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 181 | 396 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| 700-850 N/mm² | L + E | 181 | 396 | 0,045 | 0,090 | 0,063 | 0,126 | 0,078 | 0,157 | |
| 850-1000 N/mm² | L + E | 181 | 396 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 504 | 0,050 | 0,101 | 0,063 | 0,126 | 0,083 | 0,165 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,038 | 0,076 | 0,045 | 0,090 | 0,057 | 0,115 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 408 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| 850-1100 N/mm² | L + E | 176 | 384 | 0,032 | 0,064 | 0,045 | 0,090 | 0,063 | 0,126 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 104 | 228 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Federstähle | < 1200 N/mm² | L + E | 104 | 228 | 0,032 | 0,064 | 0,038 | 0,076 | 0,050 | 0,101 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 126 | 276 | 0,038 | 0,076 | 0,050 | 0,101 | 0,070 | 0,140 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 264 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| < 850 N/mm² | E | 104 | 228 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 192 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Sonderlegierungen | < 1200 N/mm² | E | 71 | 156 | 0,032 | 0,064 | 0,045 | 0,090 | 0,057 | 0,115 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 144 | 0,038 | 0,076 | 0,050 | 0,101 | 0,063 | 0,126 |
| Schnittwerte für Kontur-Dynamisch | ||||||||
| Für Ø 12 - 16 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 | Ø 16 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 525 | 0,101 | 0,209 | 0,120 | 0,249 |
| 500-850 N/mm² | L + E | 187 | 425 | 0,095 | 0,197 | 0,113 | 0,235 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 425 | 0,088 | 0,183 | 0,113 | 0,235 |
| 850-1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 181 | 412 | 0,101 | 0,209 | 0,120 | 0,249 |
| 700-850 N/mm² | L + E | 181 | 412 | 0,095 | 0,197 | 0,113 | 0,235 | |
| 850-1000 N/mm² | L + E | 181 | 412 | 0,083 | 0,171 | 0,101 | 0,209 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 176 | 400 | 0,076 | 0,157 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,070 | 0,145 | 0,076 | 0,157 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 525 | 0,101 | 0,209 | 0,120 | 0,248 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,076 | 0,157 | 0,088 | 0,183 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,083 | 0,171 | 0,101 | 0,209 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,063 | 0,131 | 0,076 | 0,157 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 425 | 0,083 | 0,171 | 0,101 | 0,209 |
| 850-1100 N/mm² | L + E | 176 | 400 | 0,076 | 0,157 | 0,088 | 0,183 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 104 | 237 | 0,076 | 0,157 | 0,088 | 0,183 |
| Federstähle | < 1200 N/mm² | L + E | 104 | 237 | 0,057 | 0,119 | 0,063 | 0,131 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 126 | 287 | 0,083 | 0,171 | 0,101 | 0,209 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 275 | 0,076 | 0,157 | 0,088 | 0,183 |
| < 850 N/mm² | E | 104 | 237 | 0,076 | 0,157 | 0,088 | 0,183 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 200 | 0,078 | 0,162 | 0,088 | 0,183 |
| Sonderlegierungen | < 1200 N/mm² | E | 71 | 162 | 0,063 | 0,131 | 0,083 | 0,171 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 150 | 0,076 | 0,157 | 0,088 | 0,183 |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 525 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| 500-850 N/mm² | L + E | 187 | 425 | 0,045 | 0,093 | 0,063 | 0,131 | 0,076 | 0,157 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 425 | 0,045 | 0,093 | 0,063 | 0,131 | 0,076 | 0,157 |
| 850-1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 181 | 412 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| 700-850 N/mm² | L + E | 181 | 412 | 0,045 | 0,093 | 0,063 | 0,131 | 0,078 | 0,162 | |
| 850-1000 N/mm² | L + E | 181 | 412 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 525 | 0,050 | 0,104 | 0,063 | 0,131 | 0,083 | 0,171 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 400 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 1000-1200 N/mm² | L + E | 154 | 350 | 0,038 | 0,078 | 0,045 | 0,093 | 0,057 | 0,119 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 425 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| 850-1100 N/mm² | L + E | 176 | 400 | 0,032 | 0,067 | 0,045 | 0,093 | 0,063 | 0,131 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 104 | 237 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Federstähle | < 1200 N/mm² | L + E | 104 | 237 | 0,032 | 0,067 | 0,038 | 0,078 | 0,050 | 0,104 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 126 | 287 | 0,038 | 0,078 | 0,050 | 0,104 | 0,070 | 0,145 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 275 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| < 850 N/mm² | E | 104 | 237 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 200 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Sonderlegierungen | < 1200 N/mm² | E | 71 | 162 | 0,032 | 0,067 | 0,045 | 0,093 | 0,057 | 0,119 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 150 | 0,038 | 0,078 | 0,050 | 0,104 | 0,063 | 0,131 |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 5xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Statisch | ||||||||
| Für Ø 12 - 16 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 12 | Ø 16 | |||||||
| min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 231 | 504 | 0,101 | 0,202 | 0,120 | 0,241 |
| 500-850 N/mm² | L + E | 187 | 408 | 0,095 | 0,190 | 0,113 | 0,227 | |
| Automatenstähle | < 850 N/mm² | L + E | 187 | 408 | 0,088 | 0,176 | 0,113 | 0,227 |
| 850-1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 181 | 396 | 0,101 | 0,202 | 0,120 | 0,241 |
| 700-850 N/mm² | L + E | 181 | 396 | 0,095 | 0,190 | 0,113 | 0,227 | |
| 850-1000 N/mm² | L + E | 181 | 396 | 0,083 | 0,165 | 0,101 | 0,202 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 176 | 384 | 0,076 | 0,151 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,070 | 0,140 | 0,076 | 0,151 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 231 | 504 | 0,101 | 0,202 | 0,120 | 0,239 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,076 | 0,151 | 0,088 | 0,176 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 176 | 384 | 0,083 | 0,165 | 0,101 | 0,202 |
| 1000-1200 N/mm² | L + E | 154 | 336 | 0,063 | 0,126 | 0,076 | 0,151 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 187 | 408 | 0,083 | 0,165 | 0,101 | 0,202 |
| 850-1100 N/mm² | L + E | 176 | 384 | 0,076 | 0,151 | 0,088 | 0,176 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 104 | 228 | 0,076 | 0,151 | 0,088 | 0,176 |
| Federstähle | < 1200 N/mm² | L + E | 104 | 228 | 0,057 | 0,115 | 0,063 | 0,126 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 126 | 276 | 0,083 | 0,165 | 0,101 | 0,202 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 121 | 264 | 0,076 | 0,151 | 0,088 | 0,176 |
| < 850 N/mm² | E | 104 | 228 | 0,076 | 0,151 | 0,088 | 0,176 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 88 | 192 | 0,078 | 0,157 | 0,088 | 0,176 |
| Sonderlegierungen | < 1200 N/mm² | E | 71 | 156 | 0,063 | 0,126 | 0,083 | 0,165 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 66 | 144 | 0,076 | 0,151 | 0,088 | 0,176 |
Zuletzt angesehen

Nackentragebügel Uvex 6177112

KNFZYL-DUAL-GS/VS-(NI)-61X71MM

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, blank

Bremskolben-Rückstelladapter

Schellenkörper DIN3015-3, Doppelte Baureihe, glatte Innenfläche, W.TEC-Serie

2K-HS-Decklack

ISO-Klemmhalter mit S-Klemmsystem für VC Wendeschneidplatten

Rundquerreling Für Schubladenrahmen H95 DWD XP

Arbeitsmantel Planam MG 290

Sicherheitshalbschuh S1 Ejendals Jalas 7100 Zenit Evo