





STC-Schaftfräser Speedtwister-Universal, lang, freigestellt, Fünfschneider, ungleiche Drallsteigung, 3xD
Fräser Speedtwister UNI WN 3xD Typ N
SHFTFRS-SCH-STW-WN-L-STC-UV-TD-HB-D16
Art.-Nr. 5443310008
EAN 4062856187423






















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6117 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Harter und zäher Werkstoff, Nichteisenmetall |
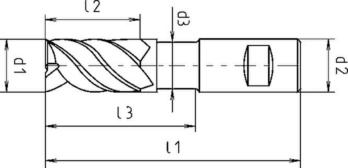
Durchmesser (d1) | 16 mm |
Schaftdurchmesser (d2) | 16 mm |
Freistellungsdurchmesser (d3) | 15,8 mm |
Normen | WN |
Baulänge | Lang |
Schaftform | Zylindrisch DIN 6535-HB |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TWINDUR |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° Vario |
Länge (l1) | 10 mm |
Schneidenlänge (l2) | 50 mm |
Freistellungslänge (l3) | 58 mm |
Anzahl Schneiden (Z) | 5 STK |
Eckenfase | 0,05 mm |
Toleranz Schneidendurchmesser | f8 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle, Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Stähle > 45 HRC, Kupfer, Messing |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 3xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,095 | 0,208 | 0,122 | 0,267 | 0,143 | 0,314 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,108 | 0,238 | 0,129 | 0,284 | 0,156 | 0,343 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,102 | 0,224 | 0,122 | 0,267 | 0,143 | 0,314 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,075 | 0,165 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,108 | 0,238 | 0,128 | 0,282 | 0,156 | 0,343 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,068 | 0,149 | 0,081 | 0,178 | 0,108 | 0,238 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,089 | 0,195 | 0,108 | 0,238 | 0,135 | 0,297 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,062 | 0,135 | 0,068 | 0,149 | 0,095 | 0,208 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,089 | 0,195 | 0,108 | 0,238 | 0,122 | 0,267 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 |
| < 850 N/mm² | E | 142 | 256 | 0,081 | 0,178 | 0,095 | 0,208 | 0,108 | 0,238 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,084 | 0,185 | 0,095 | 0,208 | 0,108 | 0,238 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,068 | 0,149 | 0,089 | 0,195 | 0,108 | 0,238 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,081 | 0,178 | 0,095 | 0,208 | 0,122 | 0,267 |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,048 | 0,106 | 0,068 | 0,149 | 0,081 | 0,178 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,048 | 0,106 | 0,068 | 0,149 | 0,084 | 0,185 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,054 | 0,119 | 0,068 | 0,149 | 0,089 | 0,195 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,041 | 0,089 | 0,048 | 0,106 | 0,062 | 0,135 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,035 | 0,076 | 0,048 | 0,106 | 0,068 | 0,149 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,035 | 0,076 | 0,041 | 0,089 | 0,054 | 0,119 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,041 | 0,089 | 0,054 | 0,119 | 0,075 | 0,165 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| < 850 N/mm² | E | 142 | 256 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,035 | 0,076 | 0,048 | 0,106 | 0,062 | 0,135 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,041 | 0,089 | 0,054 | 0,119 | 0,068 | 0,149 |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,022 | 0,048 | 0,032 | 0,069 | 0,038 | 0,081 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,025 | 0,054 | 0,032 | 0,069 | 0,045 | 0,096 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,025 | 0,054 | 0,025 | 0,054 | 0,032 | 0,069 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,020 | 0,042 | 0,022 | 0,048 | 0,028 | 0,060 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,019 | 0,041 | 0,025 | 0,054 | 0,032 | 0,069 |
| < 850 N/mm² | E | 142 | 237 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,015 | 0,033 | 0,020 | 0,042 | 0,025 | 0,054 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,020 | 0,042 | 0,025 | 0,054 | 0,032 | 0,069 |
| Schnittwerte für Kontur-Dynamisch | ||||||||||
| Für Ø 3 - 5 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 3 | Ø 4 | Ø 5 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 500-850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 459 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 |
| 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 445 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| 700-850 N/mm² | L + E | 247 | 445 | 0,024 | 0,053 | 0,035 | 0,076 | 0,041 | 0,089 | |
| 850-1000 N/mm² | L + E | 247 | 445 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 567 | 0,027 | 0,059 | 0,035 | 0,076 | 0,048 | 0,106 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| 1000-1200 N/mm² | L + E | 210 | 378 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 459 | 0,027 | 0,059 | 0,027 | 0,059 | 0,035 | 0,076 |
| 850-1100 N/mm² | L + E | 240 | 432 | 0,021 | 0,046 | 0,024 | 0,053 | 0,030 | 0,066 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | L + E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 256 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 310 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 297 | 0,020 | 0,045 | 0,027 | 0,059 | 0,035 | 0,076 |
| < 850 N/mm² | E | 142 | 256 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 216 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 175 | 0,017 | 0,036 | 0,021 | 0,046 | 0,027 | 0,059 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 162 | 0,021 | 0,046 | 0,027 | 0,059 | 0,035 | 0,076 |
| Legende |
| L = Luft |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| ae (Schnittdicke radial) = 0,03xd1 - 0,14xd1 |
| ap (Schnittdicke axial) = 3xd1 |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. Die Wahl der richtigen Aufnahme ist ein entscheidender Faktor bei der Trochoidalbearbeitung. Die besten Ergebnisse wurden mit einem IC Weldon-Werkzeughalter erzielt (Wuchtgüte G2,5/18000U/min). |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 12 - 20 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 12 | Ø 16 | Ø 20 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,088 | 0,189 | 0,113 | 0,243 | 0,133 | 0,285 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,101 | 0,216 | 0,120 | 0,258 | 0,146 | 0,312 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,095 | 0,204 | 0,113 | 0,243 | 0,133 | 0,285 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,070 | 0,150 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,101 | 0,216 | 0,120 | 0,257 | 0,146 | 0,312 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,063 | 0,135 | 0,076 | 0,162 | 0,101 | 0,216 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,083 | 0,177 | 0,101 | 0,216 | 0,126 | 0,270 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,057 | 0,123 | 0,063 | 0,135 | 0,088 | 0,189 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,083 | 0,177 | 0,101 | 0,216 | 0,113 | 0,243 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 |
| < 850 N/mm² | E | 142 | 237 | 0,076 | 0,162 | 0,088 | 0,189 | 0,101 | 0,216 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,078 | 0,168 | 0,088 | 0,189 | 0,101 | 0,216 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,063 | 0,135 | 0,083 | 0,177 | 0,101 | 0,216 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,076 | 0,162 | 0,088 | 0,189 | 0,113 | 0,243 |
| Schnittwerte für Kontur-Statisch | ||||||||||
| Für Ø 6 - 10 | ||||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||||
| Ø 6 | Ø 8 | Ø 10 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | |||
| Stähle | ||||||||||
| Allgemeine Baustähle | < 500 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 500–850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 | |
| Automatenstähle | < 850 N/mm² | L + E | 255 | 425 | 0,045 | 0,096 | 0,063 | 0,135 | 0,076 | 0,162 |
| 850–1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | L + E | 247 | 412 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| 700–850 N/mm² | L + E | 247 | 412 | 0,045 | 0,096 | 0,063 | 0,135 | 0,078 | 0,168 | |
| 850–1000 N/mm² | L + E | 247 | 412 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 | |
| Legierte Vergütungsstähle | 850–1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | L + E | 315 | 525 | 0,050 | 0,108 | 0,063 | 0,135 | 0,083 | 0,177 |
| Legierte Einsatzstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Nitrierstähle | < 1000 N/mm² | L + E | 240 | 400 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 1000–1200 N/mm² | L + E | 210 | 350 | 0,038 | 0,081 | 0,045 | 0,096 | 0,057 | 0,123 | |
| Werkzeugstähle | < 850 N/mm² | L + E | 255 | 425 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| 850–1100 N/mm² | L + E | 240 | 400 | 0,032 | 0,069 | 0,045 | 0,096 | 0,063 | 0,135 | |
| Schnellarbeitsstähle | 850–1200 N/mm² | L + E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Federstähle | < 1200 N/mm² | L + E | 142 | 237 | 0,032 | 0,069 | 0,038 | 0,081 | 0,050 | 0,108 |
| Edelstähle | ||||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 172 | 287 | 0,038 | 0,081 | 0,050 | 0,108 | 0,070 | 0,150 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 165 | 275 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| < 850 N/mm² | E | 142 | 237 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 120 | 200 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
| Sonderlegierungen | < 1200 N/mm² | E | 97 | 162 | 0,032 | 0,069 | 0,045 | 0,096 | 0,057 | 0,123 |
| Titan, Titanlegierungen | < 850 N/mm² | E | 90 | 150 | 0,038 | 0,081 | 0,050 | 0,108 | 0,063 | 0,135 |
Zuletzt angesehen

Präzisions-Holzspiralbohrer Sortiment HSCo 10-teilig

Multifunktionsschmierstoff MULTI BIO

Gegenmutter Polyamid PG

Linsensenkschraube mit Kreuzschlitz H DIN 966, Stahl 4.8, verzinkt, blau passiviert (A2K)

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl 8.8U, feuerverzinkt (TZN)

Bit AW® C 8,0 (5/16 Zoll) mit patentierem AW-Abtrieb und Farbmarkierung

Bit TX metrisch mit Bohrung

Sicherheitsstiefel S3L Uvex1 x-tended support 8517

Arbeitsmantel Basic KY015

Zusatzfunktion EPS